在铣床上加工一批轴件上的键槽,下图所示.
 西部浪子2022-10-04 11:39:541条回答
西部浪子2022-10-04 11:39:541条回答
在铣床上加工一批轴件上的键槽,下图所示.
已知铣床工作台面与导轨的平行度误差为0.05/300,夹具两定位V型块夹角90°,交点A的连线与夹具体底面的平行度误差为0.01/150,阶梯轴工件两端轴颈尺寸为20 ±0.05.试分析计算加工后键槽底面对工件轴线的平行度误差(只考虑上述因素影响,并忽略两轴颈与外圆的同轴度误差).

但看不懂那个0.07为什么要除150
已知铣床工作台面与导轨的平行度误差为0.05/300,夹具两定位V型块夹角90°,交点A的连线与夹具体底面的平行度误差为0.01/150,阶梯轴工件两端轴颈尺寸为20 ±0.05.试分析计算加工后键槽底面对工件轴线的平行度误差(只考虑上述因素影响,并忽略两轴颈与外圆的同轴度误差).
但看不懂那个0.07为什么要除150
已提交,审核后显示!提交回复
共1条回复
 J_Hoho 共回答了17个问题
J_Hoho 共回答了17个问题 |采纳率100%- 直径的的误差在V形铁上影响0.07/150(可以计算,最大半径减最小半径再乘根号2),机床误差0.05/300,则150mm长为0.025,工装为0.01/150,
那加工误差长150mm最大为0.07+0.025+0.01=0.105mm - 1年前
相关推荐
- 2,在铣床上使用分度头F11125型加工直齿齿轮,已经齿轮齿数如下,请选择正确的分度方法进行分度计算,并说明怎样进行分度
2,在铣床上使用分度头F11125型加工直齿齿轮,已经齿轮齿数如下,请选择正确的分度方法进行分度计算,并说明怎样进行分度.(孔盘孔数为:24,25,28,30,34,37,38,39,41,42,43,46,47,49,51,53,54,57,58,59,62,66)
(1),Z=28
(2),θ=112°(3),θ=11°6绯雨鸭鸭1年前1 -
今夜花开 共回答了21个问题
|采纳率90.5%直齿就没必要搞的那么麻烦了啊,直接分度就行了,不需要挂什么齿轮.你可以查一下工具书分度的等份分度.大概你就知道了啊.普通直齿应该不怎么难,不要遇到大质数齿轮就行.
只是单个配件,你可以考虑用线切割完成,成品用就选择滚齿机.1年前查看全部
- 在铣床上铣削蜗杆,应该怎样计算螺旋角也就是铣床工作台要扳的角度.
在铣床上铣削蜗杆,应该怎样计算螺旋角也就是铣床工作台要扳的角度.
殷切期盼.锦里古街1年前1 -
追心彩虹 共回答了16个问题
|采纳率87.5%蜗轮、蜗杆的计算公式:
1,传动比=蜗轮齿数÷蜗杆头数
2,中心距=(蜗轮节径+蜗杆节径)÷2
3,蜗轮吼径=(齿数+2)×模数
4,蜗轮节径=模数×齿数
5,蜗杆节径=蜗杆外径-2×模数
6,蜗杆导程=π×模数×头数
7,螺旋角(导程角)tgB=(模数×头数)÷蜗杆节径1年前查看全部
- 关于铣床的一小段翻译10Using the Micrometer DialsMost milling machine m
关于铣床的一小段翻译10
Using the Micrometer Dials
Most milling machine manual feeds are equipped with dial indicators. If you know how far you want to feed the bed, you can set the dial indicator to that number (in thousandths of an inch). Just turn the locking ring counterclockwise to free the dial indicator, set the dial, and lock in the setting. Be certain that the backlash in the mechanism driving the table is taken up prior to setting the dial indicator.
Many modern machines have digital readouts. These are preferred since they measure the bed position directly so you need not be concerned with backlash. They also readout bed position in metric units if desiredlac11年前1 -
exzz 共回答了21个问题
|采纳率90.5%大部分磨床手动模式,都会配备刻度指示盘.
如果你知道机床进给量多远,你就可以设置他的参数(千分之一英寸)
把锁环逆时针转就会使指示盘释放,可以进行设置,设置好后,锁定在设置的位置.请确定好在设置多少量时,该传动机构的后坐量也要考虑到.
现代机床都有电子显示.大家更倾向于使用这种因为该机床直接显示的是磨床工作台的位置,而不必考虑后坐.如果需要,也可以读出米制单位的位置.1年前查看全部
- 铣床XW5032:它上面的“刀杆”的作用是什么?
fh0201年前1
-
我是摄郎 共回答了28个问题
|采纳率78.6%刀杆不是用来装卡刀具的吗?连接稍型刀库和刀具之间的刚性纽带1年前查看全部
- 铣床分圆中分孔计算.当起始角是11.25度时!终止角度是多少大神们帮帮忙
胡云不归1年前1
-
蓝血撒旦 共回答了19个问题
|采纳率94.7%一个圆360度,你要知道孔与孔夹角是多少,是不是等分孔.假如分6个孔.360除以6等与60度.那就用60度减11.25等于48.75.终齿角度就是48.75.不管多少孔照这个方法就可以了.1年前查看全部
- 怎么在铣床的计算机上算一个直角三角形的斜度和圆的角度?
怎么在铣床的计算机上算一个直角三角形的斜度和圆的角度?
我正在学铣床,就是不会算要铣的三角形的斜度该是多少,该怎么算,很多工程师都不给你标角度的.还有一个圆要打45度或者其他角度的孔的话又该怎么计算?
会的指教下啦,说的越清楚越好.说下原理,怎么输入按哪个键说出来更好
谢谢!
喝茶的草鱼1年前1 -
小泉纯八郎 共回答了14个问题
|采纳率85.7%这是一个有关三角函数的问题,一个三角形有临边,对边,斜边(斜边为r,对边为y,邻边为x.)
正弦函数 sinθ=y/r
余弦函数 cosθ=x/r
正割函数 secθ=r/x
余割函数 cscθ=r/y
其实在铣床中所用得到的是正余弦,正余切而已.如果你一个工件知道了各个边的长度,可以根据上面的公式算出来比如正弦函数 sinθ=y/r=0.5那么你就可在铣床的计算器上先按下arcsin再按下0.5就可以得到角度应该是30度.其他的计算方法是一样的.由值求角度这是反函数的计算正弦是 arcsinθ,余弦是arccosθ, 正切函数arc tanθ ,余切函数 arccotθ.
你说的要打斜孔的话,有种万能斜度规可以调整各种角度的,调好之后你只需要把工具放在上面用虎钳加好就可以了,打孔话这个应该很简单.希望能对你有所帮助.1年前查看全部
- 铣床圆弧加工有一工件需要用电子表的R功能在XY平面铣一个两个R12.5的外圆弧合起来是一个直径25的半圆,请问怎么对刀啊
铣床圆弧加工
有一工件需要用电子表的R功能在XY平面铣一个两个R12.5的外圆弧合起来是一个直径25的半圆,请问怎么对刀啊,是把零点对到圆弧的圆心上还是弧的一端上,有点搞不懂xiaoc1231年前1 -
矿少 共回答了26个问题
|采纳率73.1%在铣床上加工圆弧,先需要钳工划线,在圆弧的一端钻进刀孔.然后再把工件压在铣床的回转工作台(即圆盘)上进行加工.校正时,要把工件的圆弧的圆心和圆盘的中心找正同心度,然后就可以铣圆弧了.1年前查看全部
- 铣床分度头的作用是什么?尽量详细些.如果回答的满意会相应加分的.
十四弟1年前1
-
335wz 共回答了17个问题
|采纳率70.6%分度头是铣床的重要附件之一,常用来安装工件铣斜面,进行分度工作,以及加工螺旋槽等.分度头的作用:1) 用各种分度方法(简单分度、复式分度、差动分度)进行各种分度工作.2)把工件安装成需要的角度,以便进行切削加工(如...1年前查看全部
- 铣床怎样用电子表等分圆希望能说详细些
我恨三月1年前1
-
yangtyang 共回答了22个问题
|采纳率90.9%可以的,也就是用到圆周分孔的功能,关键看电子表上有没有这个功能.
首先要保证工作台计数方向和电子表说明书要求的方向一致,找到中心,进入圆周分孔功能,依次输入相应的数据就会出现几组坐标,依次把工作台摇到零,这些点的位置和圆心的多条直线就可以把圆等分了.1年前查看全部
- 关于铣床分度头的计算:(最好附带过程和理由,
关于铣床分度头的计算:(最好附带过程和理由,
铣削模数是2,齿数是50的直齿圆柱齿轮,用简单分度法计算出,没铣一个齿槽后,分度手柄应在多少孔圈上摇多少圈和多少孔距(限用分度盘各圈的孔数为24,25,28,35,38,48等)?题的来源是北科大金工实习作业rehuo97831年前2 -
木瓜Love奶茶 共回答了16个问题
|采纳率87.5%分度头的蜗轮为40齿,蜗杆为单头,变比为40:1.分度手柄摇40周,主轴转一周.
铣50齿齿轮时手柄只需要转40/50=0.8周,只要孔数*0.8得整数,这圈孔就能用.
验证可得:
25*0.8=20,用25孔圈,分度手柄转0圈20孔或
35*0.8=28,用35孔圈,分度手柄转0圈28孔.
24孔、28孔、38孔、48孔等孔圈都不能用.1年前查看全部
- 铣床分中要不要减去分钟棒的一般半.碰边就要减去一半?
32165081年前1
-
九阳一春1 共回答了11个问题
|采纳率90.9%不需要,如果是碰边的话要减1年前查看全部
- 铣床x61w型万能铣床与铣床x62w型万能铣床地区别?
空谷里的回音1年前1
-
果冻丁儿 共回答了27个问题
|采纳率81.5%X62W型万能铣床的故障分析一.精度方面1.尺寸精度达不到工艺要求;a.工件要夯实夹牢;b.正确测量,细心读量值,及时较正量具;c.消除刻度盘的空转或丝杠1年前查看全部
- 铣床的倒角刀90度是怎么计算深度的
铣床的倒角刀90度是怎么计算深度的
如上题北冰洋小鱼1年前1 -
denny_hn 共回答了14个问题
|采纳率85.7%L(雕刻区域最大宽度)
H(下刀深度)
a(刀具角度)
H=1/2L*Tan(a/2)
希望你能看明白,不理解在问吧.Tan 数学书里有.1年前查看全部
- 铣床加工圆柱度能力与车床加工圆柱度能力哪个强?
huaxinsu1年前1
-
小佩妮 共回答了21个问题
|采纳率85.7%当然是车床加工圆柱度能力强.车床是主轴做回转运动,铣床是刀轴做回转运动,车床主轴比铣床刀轴的刚性高很多的.在加工同样的零件时,车床加工圆柱度能力比铣床加工圆柱度能力强.1年前查看全部
- 铣床x6130的含义
eldxin71年前1
-
killermanz 共回答了13个问题
|采纳率100%x6130
X表示铣床,Q表示轻便铣床,6表示卧式铣床,1表示升降台铣床,30表示工作台宽度的1/10(300mm).1年前查看全部
- 英语翻译下午要交论文了,求大神帮翻译本文讲述的是为了削减维护、修理的工作量,提升全部铣床的工作机能,提出了基于X62W万
英语翻译
下午要交论文了,求大神帮翻译本文讲述的是为了削减维护、修理的工作量,提升全部铣床的工作机能,提出了基于X62W万能铣床的PLC改造的一篇毕业设计.本文对PLC的概念及其长处进行了具体的介绍.相较于继电器,PLC有以下等优点:较高的可靠性,强悍的抗干扰能力,极强的适应性,完善的功能,相对简单的编程只管,方便的接口功能等一系列的优点,在工业自动化领域的到了广泛的应用.不过对于传统的继电器控制系统,因为电气控制繁多的线路触点,繁杂难辨的线路,频繁出现故障,检验的时间超长等缺点,PLC却能完美的克服这些困难.
用的百度翻译后
This article is about to cut maintenance,repair work,ascend the entiremachine work function,the transformation of PLC X62W universal milling machinea graduate design based on.In this paper,the concept and advantages of PLCwere introduced in this paper.Comparedwith the relay,PLC has the followingadvantages:high reliability,strong anti-interference ability,strong adaptability,perfect function,simple programming simply,convenient interface function anda series of,in the field of industrial automation to a wide range ofapplications.But for the traditional relay control system,because theelectric control line contact numerous,complicated hard line,frequentfailure,inspection time long shortcoming,PLC can perfectly overcome thesedifficulties.六oo1年前1 -
bill2002 共回答了21个问题
|采纳率81%In order to reduce the maintenance, repair work, ascend the entire machine work function, the transformation of PLC X62W universal milling machine a graduate design based on. In this paper, the concept and advantages of PLC were introduced in this paper. Compared with the relay, PLC has the following advantages: high reliability, strong anti-interference ability, strong adaptability, perfect function, simple programming simply, convenient interface function and a series of, in the field of industrial automation to a wide range of applications. But for the traditional relay control system, because the electric control line contact numerous, complicated hard line, frequent failure, inspection time long shortcoming, PLC can perfectly overcome these difficulties. 亲 ,这是我辛苦的翻译出来的 求采纳 是从为了消减维护开始翻译的.1年前查看全部
- 铣床差动分度的方法?书上有举例,但是两本书得出的结果不一样,一本书得出一组挂轮,分子为主动轮,分母为被动论,另外一本书得
铣床差动分度的方法?
书上有举例,但是两本书得出的结果不一样,一本书得出一组挂轮,分子为主动轮,分母为被动论,另外一本书得出两组挂轮Z1,Z2,Z3,Z4,那种正确?为什么?骑白马地1年前1 -
vvvvv123 共回答了19个问题
|采纳率94.7%方法不同而已,结果其实是一样的,都能加工.中间轮齿数不重要,只要直径合适就可以.1年前查看全部
- 电子尺 数显表 按钮解说有一个铣床电子尺,数显表上有几个按钮不解其意,分别为RTN,SRK,zmd,请问谁知道这几个按钮
电子尺 数显表 按钮解说
有一个铣床电子尺,数显表上有几个按钮不解其意,分别为RTN,SRK,zmd,请问谁知道这几个按钮的意思吗?是艾莫特的数显表,谁有艾莫特的官方网址啊.s200091年前1 -
xiaomenmen 共回答了20个问题
|采纳率90%一般铣床用的就是:圆周分孔.斜线打孔/二分之一功能/圆弧加工/还有就是计算器/置数/99组或200组座标1年前查看全部
- 铣床电子尺怎么不准一台旧的炮塔铣床.电子尺每次Y轴都有可以回零,但是走的尺寸却和实际尺寸显示的不对(比如我要走100.但
铣床电子尺怎么不准
一台旧的炮塔铣床.电子尺每次Y轴都有可以回零,但是走的尺寸却和实际尺寸显示的不对(比如我要走100.但是它却显示的却是三十几点),但是X轴却都是对的.请问有没有高手可以请教下是怎么回事?ICE123456121年前1 -
luck1 共回答了15个问题
|采纳率100%如果说每次走数固定距离都显示一个数值那应该是分辨率的问题,如果每次走数都不一样那可能是尺子脏了,里面玻璃或者读数头出现了问题,可以打电话给我13854707100刘1年前查看全部
- 已知工件直径D=66螺旋角25度齿数Z=8铣床丝杆螺距6分度头定数40 求导程Pz 交换齿轮Z1 Z2 Z3 Z4各为多
已知工件直径D=66螺旋角25度齿数Z=8铣床丝杆螺距6分度头定数40 求导程Pz 交换齿轮Z1 Z2 Z3 Z4各为多少?七星软剑1年前0
-
共回答了个问题
|采纳率
- 铣床的种类有哪些?还有,X5032型号的含义是?
故作勇敢1年前1
-
竹林梅子 共回答了19个问题
|采纳率89.5%铣床是用铣刀对工件进行铣削加工的机床.铣床除能铣削平面、沟槽、轮齿、螺纹和花键轴外,还能加工比较复杂的型面,效率较刨床高,在机械制造和修理部门得到广泛应用.
最早的铣床是美国人惠特尼于1818年创制的卧式铣床;为了铣削麻花钻头的螺旋槽,美国人布朗于1862年创制了第一台万能铣床,这是升降台铣床的雏形;1884年前后又出现了龙门铣床;二十世纪20年代出现了半自动铣床,工作台利用挡块可完成“进给-决速”或“决速-进给”的自动转换.
1950年以后,铣床在控制系统方面发展很快,数字控制的应用大大提高了铣床的自动化程度.尤其是70年代以后,微处理机的数字控制系统和自动换刀系统在铣床上得到应用,扩大了铣床的加工范围,提高了加工精度与效率.
铣床种类很多,一般是按布局形式和适用范围加以区分,主要的有升降台铣床、龙门铣床、单柱铣床和单臂铣床、仪表铣床、工具铣床等.
升降台铣床有万能式、卧式和立式几种,主要用于加工中小型零件,应用最广;龙门铣床包括龙门铣镗床、龙门铣刨床和双柱铣床,均用于加工大型零件;单柱铣床的水平铣头可沿立柱导轨移动,工作台作纵向进给;单臂铣床的立铣头可沿悬臂导轨水平移动,悬臂也可沿立柱导轨调整高度.单柱铣床和单臂铣床均用于加工大型零件.
仪表铣床是一种小型的升降台铣床,用于加工仪器仪表和其他小型零件;工具铣床主要用于模具和工具制造,配有立铣头、万能角度工作台和插头等多种附件,还可进行钻削、镗削和插削等加工.其他铣床还有键槽铣床、凸轮铣床、曲轴铣床、轧辊轴颈铣床和方钢锭铣床等,它们都是为加工相应的工件而制造的专用铣床.
另外,按控制方式,铣床又可分为仿形铣床、程序控制铣床和数控铣床等.
X5032实际老型号叫X52,X指的是铣床,5指的是立式,如果是6就表示是卧式,32指的是该机床工作台尺寸320mm×1250mm.1年前查看全部
- proe 圆柱 切割我现在想用一个圆柱体延着一条草绘曲线切割一个实体,就像是模拟一台铣床(如图),用哪个圆柱体,延着选择
proe 圆柱 切割
我现在想用一个圆柱体延着一条草绘曲线切割一个实体,就像是模拟一台铣床(如图),用哪个圆柱体,延着选择的那条直线切割那个长方体.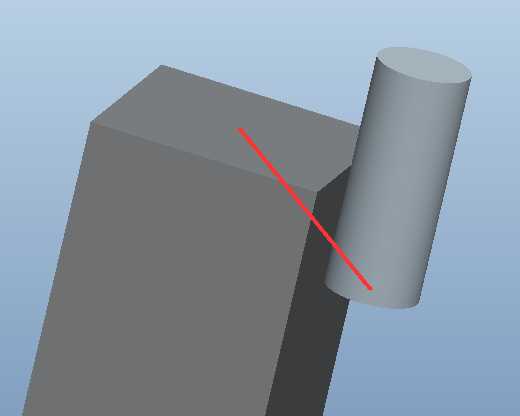 qqj16411年前1
qqj16411年前1 -
ph330422 共回答了27个问题
|采纳率85.2%可以用扫描混合扫描混合里可以控制截面方向(而扫描里截面只能垂直于轨迹)见下图:
 1年前查看全部
1年前查看全部

- 求下图铣结合面(黄色画圈的),应该设计什么样的专用夹具和用什么铣床?
求下图铣结合面(黄色画圈的),应该设计什么样的专用夹具和用什么铣床?
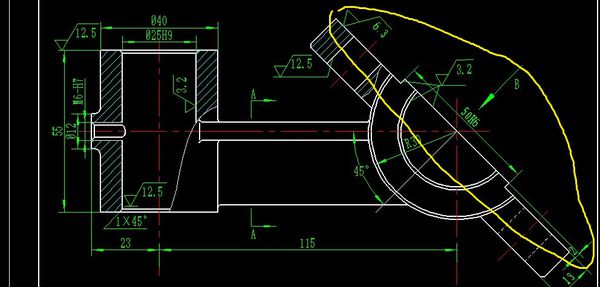
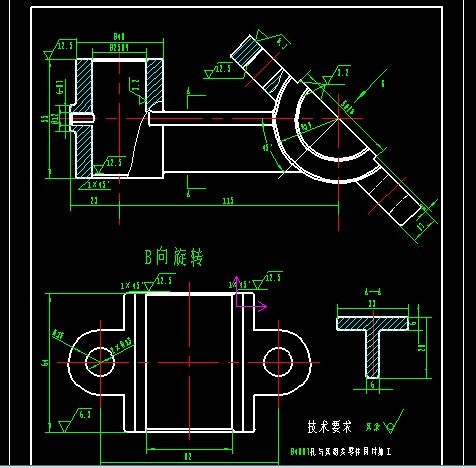
最好能给个夹具图的基本设计思路或大概的工艺图,阿猫猫在aa1年前2 -
fyhtgtyy 共回答了16个问题
|采纳率81.3%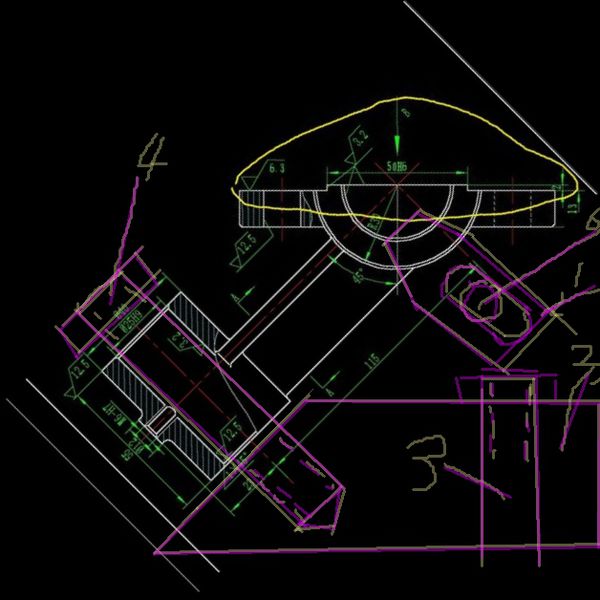 立铣.1压板,2定位板3.4.6螺栓5弯板【与压板平行』.抱歉没有画图工具,整个画面视为弯板立面
立铣.1压板,2定位板3.4.6螺栓5弯板【与压板平行』.抱歉没有画图工具,整个画面视为弯板立面
将弯板校正固定在工作台上,初装时将2放在工作台3先不要旋紧,4装夹工件不要旋紧,压板将工件固定,旋紧4.2,以后只松4.6装卸工件即可.1年前查看全部

- 用铣床时,刀大小、进给量、转速有什么相关的计算公式吗?一般多大的刀用多少的转速、进给量啊,请举例说
勤劳勇敢的我1年前1
-
向小二黑吐口水 共回答了20个问题
|采纳率75%刀的大小、进给量、转速等选择,主要是看工件的材质(铁,钢,铸铁)和精度(粗铣,精铣)要求而定的·没有必要把刀的大小和转速关联起来·当然了,教科书上对各种机床的转速都有说明,但是在实际工作中,没有很大的意义·至于进给量,主要是看设备的能力了,立铣和龙门铣就不一样的进给量,工件材质,刀片质量是主要考虑因素·1年前查看全部
- 某车间有铣床3台、车床3台、自动机床1台,生产一种由甲、乙两种零件各 2个组成的产品.每台铣床每天生产甲零件10个,或者
某车间有铣床3台、车床3台、自动机床1台,生产一种由甲、乙两种零件各 2个组成的产品.每台铣床每天生产甲零件10个,或者生产乙零件20个,每台车床每天生产甲零件20个,或者生产乙零件30个,每台自动机每天生产甲零件30个,或者生产乙零件80个,如何安排这些机器的生产任务才能获得最大数量的成套产品,每天最多可生产多少套产品站在风雨中1年前1
-
mottst 共回答了15个问题
|采纳率93.3%每天可以出85套产品,计划如下:
自动机床1台,生产乙零件,80*1=80,80个乙零件
那么还需要80个甲零件,选择车床加工.
车床3台,生产甲零件,20*3=60,60个甲零件,还缺20个甲零件.
那么由铣床加工,2台铣床加工,10*2=20,20个甲零件.
以上组成80套产品.还多出1台铣床.
铣床每天生产甲零件10个,或者生产乙零件20个,那么得出铣床每半天生产甲零件5个,或者生产乙零件10个.
此铣床半天加工甲零件,另一个半天加工乙零件,则此铣床每天生产5个甲零件和10个乙零件.
又可以再生产出5套产品.
所以得出每天最多可以生产80+5=85套产品.
以上仅供参考.1年前查看全部
- 卧式铣床的工作台都能回转角度,以适应螺旋铣削对吗?
毛毛虫03131年前3
-
莫得事 共回答了16个问题
|采纳率87.5%卧式铣床带回转盘的,一般叫做万能铣床,像你说的那样,可以适应螺旋铣削,不过还要增加挂轮机构,将丝杠的旋转运动再传递到分度头上,形成联动.1年前查看全部
- 高手帮解道数学题某车间有铣床3台,车床3台,自动机床1台,生产一种由甲、乙两个零件组成的产品.每台铣床每天生产甲零件10
高手帮解道数学题
某车间有铣床3台,车床3台,自动机床1台,生产一种由甲、乙两个零件组成的产品.每台铣床每天生产甲零件10个,或者生产乙零件20个;每台车床每天生产甲零件20个,或者生产乙零件30个;每台自动机床每天生产甲零件30个,或者生产乙零件80个.如何安排这些机器的生产任务才能获得最大数量的成套产品?每天最多可生产多少套产品?
依鸶1年前1 -
haishiwjw 共回答了13个问题
|采纳率76.9%【解析】
由于80/30>20/10>30/20,
所以:自动机床最善于生产乙零件;
车床最善于生产甲零件.
因此确定:自动机床只生产乙零件,
车床只生产甲零件;
铣床生产部分甲零件和部分乙零件,使其配套。
答:自动机床一天生产80个乙零件;
车床一天生产3×20=60个甲零件;
铣床一天生产6又2/3个乙零件、26又2/3个甲零件,三种机器一天共生产86又2/3套产品(即三天共生产86又2/3×3 = 260套产品)。1年前查看全部
- 铣床 普通立式铣床粗铣平面的问题!
铣床 普通立式铣床粗铣平面的问题!
我刚接触铣床,是型号很老的FX5040立式铣床,粗铣的是发动机汽缸盖,铣的是上平面,画线的位置距表面大概1厘米吧,如何准确铣到画线的位置?(我理解是先铣出一个面然后用尺子量出面距离划线还有多少距离然后就进多少距离,或者铣前先用对刀,就是把刀口与划线对齐,并在摇臂进给的刻度那做个记号.).请问先用什么工具测量或者怎么做?手动摇臂一圈上升是2毫米,娃哈哈em1311年前1 -
大连人狂怎么的 共回答了19个问题
|采纳率100%先用卡尺大致量一下钢盖的厚度,再看图纸具体的尺寸要求计算出加工余量,然后装夹工件,对刀,进给,一般来说粗加工以后会预留0.8-1.5mm的余量,使用一般常用的测量工具就行了(如:游标卡尺,深度卡尺)1年前查看全部
- 在X6132型铣床上用FW250型分度头加工一个齿数为61的直齿圆柱齿轮,应怎样分度
羽扬随风1年前1
-
童话爱情 共回答了14个问题
|采纳率100%360÷61=5°54′6″1年前查看全部
- 圆管怎么用铣床铣成条状?怎么固定?
栖霞居士1年前1
-
吸管鱼 共回答了17个问题
|采纳率88.2%你可以在卧式铣床的床面上装上分度头,将圆管夹在分度头上,另一端用顶尖顶上,用锯片铣刀铣切槽,根据尺寸计算看看一个圆管可以锯几条.每铣一道槽,转动分度头旋转一个角度,然后再铣切下一个槽,直到一个管子铣完为止.在铣槽的时候,两头留出一段距离不铣,免得整个管子散了架.等一根管子铣完后,卸下来后,再将两头截掉就可以了.1年前查看全部
- 普通铣床怎么样对刀,归零建立坐标系的
普通铣床怎么样对刀,归零建立坐标系的
比如我加工一块长方体时,在其某一位置钻孔,保证其位置是所要的那一点游人甲乙1年前1 -
bs1807 共回答了14个问题
|采纳率100%先将要加工的工件选一个垂直度比较好的相邻两面作为基准面,将工件压在床面上,用百分表打其中一长边的平行度.最好用中心钻的工作部分靠其中一个侧面,刚好轻轻的蹭上工件,这时将所对刀的方向的手柄的刻度对零.然后再同样对另一个方向的尺寸,同样将手柄的刻度对零.现在将铣床按座标的尺寸,将两个方向的手柄摇的所需的位置,记着这时要加上中心钻的半径.先用中心钻点孔,再换所要钻孔的钻头钻孔,这样就能保证孔位置的准确性.用中心钻对刀的好处是中心钻不会跳动,对尺寸比较准,如果用钻头对尺寸,由于钻头一般会跳动,对尺寸会产生误差.1年前查看全部
- 铣床上加工零件时,怎么区别是什么材料?
marry-小蓉儿1年前1
-
helloflorida 共回答了25个问题
|采纳率76%在铣床上可以加工平面(水平面、垂直面)、沟槽(键槽、T形槽、V型槽,燕尾槽等)、分齿零件(齿轮、花键轴、链轮乖、螺旋形表面(螺纹、螺旋槽)及各种曲面.如球窝.此外,还可用于对回转体表面、内孔加工及进行切断工作等. 还可以进行仿形加工,如凸轮!
现在配钥匙用的就是一种很简单的“铣”,铣刀装在轴上,钥匙毛坯用夹具定位夹紧.它用的是锯片铣刀.
机械加工用的铣床很复杂,铣刀种类也很多.
“铣”工件是:工件放在工作台上用夹具定位夹紧,铣刀装在主轴上.主轴带动刀具高速旋转(主运动),工件由工作台带动,可实现水平和垂直方向的运动(进给运动),铣刀在机床的主运动和进给运动的共同作用下,将工件上多余的部分去掉.
在铣床上可加工平面、沟槽、曲面等.
一般铣床是铣削各种平面、沟槽、轮齿、螺纹、花键轴以及比较复杂的型面.
平面,特型面,曲面等都可以用铣床加工.比如:齿轮,花键,键槽,螺纹,平面导轨,山形导轨,燕尾槽,各种夹具工装等.1年前查看全部
- 要想将三平米的钢板的平面度保证在十丝之内,龙门五面铣床如何保证?
要想将三平米的钢板的平面度保证在十丝之内,龙门五面铣床如何保证?
现有三平米的钢板,用铣床加工平面度保证在十丝之内,哪位师傅有这方面的经验,请指教?高女士1年前2 -
掐手温柔 共回答了18个问题
|采纳率88.9%那么大的面积的钢板,不知道是多厚的,如果太薄了,则不管怎么铣都很难保证平面度的,因为太容易变形了.如果有二,三十毫米以上的厚度,则有可能达到要求.首先铣第一面时,不能用压板压着铣,要在四周用压板挤着铣,那么大的钢板跳不起来.这时的钢板肯定是不平整的,不要紧,吃刀不要太大,将第一面铣出来,如果这时钢板温度有点高的话,停下来,让钢板凉一凉,冷却下来,再精铣最后一刀.然后再翻面,铣第二面,这时,就要用压板将钢板压到床面上压着铣,这时压板勤倒着换地方压,同样的,在最后精铣前,也要让钢板的温度凉下来,再精铣最后一刀,如果铣床的精度够的话,应该能够达到技术要求的.另外如果刀不快了,应及时磨刀或换刀片,不要勉强去铣,这样容易造成钢板发热升温变形.
如果第一面也压着铣,会将本来不平的钢板压下去,等你松开压板时后,被压下去钢板又会回弹起来,结果还是不平整的.1年前查看全部
- 用一把直径为16mm,齿数为4的立铣刀铣削,铣削速度Vc采用18mm/min,求铣床的转速n
shuanghao1年前1
-
小桥幸福 共回答了17个问题
|采纳率94.1%要看刀的材质 白钢刀等韧性比较强转速要慢一点不然会烧刀 钨钢刀钢性比较强的速度要快一点没关系 还要看你切削的材质还有余量 你问的问题不完整 进给率给到18那么小~切削量很大?其实一般直径16的白钢转速400~600都可以 钨钢1000以上都可以 它们都是有比例的 查一下一些书籍也会有进给率和转速参考表可能有帮助1年前查看全部
- 铣床铣R度数怎么算?
pydslzf1年前1
-
篮球小亚 共回答了15个问题
|采纳率93.3%按圆周分孔依输入,半径、孔数、起始角度、终止角度;
铣R可以从起始到终止里截取你要的部分1年前查看全部
- 普通铣床铣六面体:因为逆铣会把工件往上抬,顺铣会把道具往上顶,所以我不知道该采用顺铣还是逆铣
普通铣床铣六面体:因为逆铣会把工件往上抬,顺铣会把道具往上顶,所以我不知道该采用顺铣还是逆铣
还是先逆铣最后剩50条再顺铣一刀到位,还是先逆铣剩差不多50条把工件取下,再采用顺铣,我想请问高手你们平时都是怎么铣的,是不是先在一个面光一刀把余量留在背面,然后两下尺寸看差多少,然后翻到背面直接铣到位(不注重顺铣还是逆铣),烦请高手回答,我被这些疑惑困扰的都睡不着觉了,帅哥0881年前1 -
心灵的净土 共回答了14个问题
|采纳率92.9%你铣六面体,使用的是什么铣刀?如果是使用端铣飞刀盘的话,就不在乎什么顺铣还是逆铣.铣六面体的顺序一般是一、二面,即铣对面;然后再铣三;四面,还是两对面;然后再铣五、六面.各对面一次铣到位,加工余量一边一半,不用留余量,如果要留磨量则另说.1年前查看全部
- 圆管怎么用铣床铣成条状?怎么固定?
谁比谁明白1年前1
-
春鹏大海 共回答了19个问题
|采纳率94.7%用铣床将圆管铣成条状的操作是可以的,使用锯片铣刀切割,操作分为几种情况:
1.管料短,不大于台虎钳口张度,这样,可以用台虎钳固定管料;
2.管料长,但不大于纵向工作台的行程,可以用分度头和顶尖装夹,根据管径大小,决定是否需要加装顶尖堵.
3.管料很长,大于铣床纵向工作台行程,这时要将管料直接用压板装夹在工作台面上,通过划线等分,通过移动压板完成全长铣削;
4.制作专业夹具装夹固定.1年前查看全部
- 有关铣床刀具的问题当钻头的刀刃不在中心时,加工时会有哪些不良后果呢?用它在打好中心点的加工面上钻孔,那钻头偏斜的方向是不
有关铣床刀具的问题
当钻头的刀刃不在中心时,加工时会有哪些不良后果呢?用它在打好中心点的加工面上钻孔,那钻头偏斜的方向是不固定的吧?araths1年前1 -
dfhgdad 共回答了14个问题
|采纳率85.7%第一,当钻头的刃磨的不对称时,钻孔时,孔会偏斜,钻的越深,孔会偏斜的越多;第二,用它在打好中心点的加工面上钻孔时,但孔的直径会变大.1年前查看全部
- 如何改变电源的相位呢?我想安装个铣床,但是碍于安装动力电超级麻烦,最重要的是需要大量的资金,所以我的设想是 能不能把单相
如何改变电源的相位呢?
我想安装个铣床,但是碍于安装动力电超级麻烦,最重要的是需要大量的资金,所以我的设想是 能不能把单相电源 变成三相动力电源呢?如何改变电源的相位呢~
三相电源 每相的相位角度相差120度 我的设想是 在把一根电源线并联成三根电源线,然后在每相端头加上二级管(防止关闭负载一瞬间产生电动势,造成短路),然后其中一相不变,改变另外两相的相位U1=UmaxSINA(ωt+120)和U2=UmaxSINA(ωt+240)形成三相动力电源,如何改变相位啊~(主要问题)陈述不清楚,望细读jkruide1年前1 -
煜燕 共回答了18个问题
|采纳率94.4%单相变3相只有2种方法,第一是单相电机带动3相发电机,第二种是用变频器电路.如果你会写单片机的话,就很简单了,一个单片机写出时序控制信号,然后把单相电源整流,最后用6只可关断晶闸管(IGBT,SGCT等等,国外厂家有很多型号)来进行逆变输出.如果单片机程序设计的好的话,可以在负载端得到几乎是标准正弦的电流和电压波形1年前查看全部
- 数控车床,车床,铣床,刨床,钻床,这5个英文怎么写?
随风的飞雪1年前1
-
458456446 共回答了13个问题
|采纳率92.3%数控车床,CNC lathe,digital control lathe
车床,lathe
铣床,milling machine
刨床,planing machine
钻床drilling machine1年前查看全部
- 请教铣床上刀盘的几个问题?大家好啊! 设备:X6032 刀具:可转位二面刃铣刀组 刀片:4XH16-YG8 有几个问题想
请教铣床上刀盘的几个问题?
大家好啊! 设备:X6032 刀具:可转位二面刃铣刀组 刀片:4XH16-YG8 有几个问题想请教下大家! 1.铣床上的刀片在转位时不可避免的会产生安装误差,有时一盘刀盘上安装了很多片刀片,是否需要用百分表逐一打表?若是这样的话确实比较 麻烦,不知道大家有什么好的办法哦. 2.有的铣床刀盘上夹紧刀片的方式不太一样,有压块压紧方式,还有用蘑菇螺钉压紧的,想问下这几种压紧方式有什么不同? 3.铣刀盘上安装的刀片有不同的形状,有三角形的,菱形的,方形的,这些刀片具体运用在什么工况下? 4.有的铣床上安装的是可转位二面刃铣刀盘,而有的是三面刃的,二面刃和三面刃铣刀盘有什么区别啊? 还请大家多多指教哦.小弟万分感谢!半个核桃1年前1 -
好好学习pt 共回答了27个问题
|采纳率81.5%1.精加工时,也就是最后一刀的时候,要用激光对刀仪检查一下刀盘,至于粗加工和半精加工时不用检查.刀盘上的刀垫和楔块都是有角度度的,在安装刀片时,他们在夹紧刀片的同时也能起到定位刀片的作用.但是刀片安装误差是肯定存在的,误差越小的刀盘越昂贵.为了尽量减少安装误差,安装刀片时要清理刀片安装位置的灰尘.有的刀盘安刀片时只用一个螺钉,那个螺钉也是有角度的,螺纹孔与安装面不垂直,所以安装时能起到径向夹紧的作用,也会把刀片挤到另外两个安装面上.2.一般情况下立装刀盘用螺钉夹紧,平装刀盘用楔块配合刀垫加紧,用楔块还是螺钉夹紧是根据刀具的结构.个人认为刀片尺寸小的应该用楔块,用螺钉的话加工时刀片容易从中间断裂.3.同一刀盘安装不同形状的刀片,不太可能.我只知道同一刀盘安装的刀片规格必须相同,就是安装尺寸必须相同,但是可以安装不同前角的刀片来形成径向正前角刀盘和负前角刀盘,以加工不能的材料.4.使用方法不同,刀片的分布不同,两面刃铣刀刀片分布在刀盘圆周的一侧,我们不能直接用它在原来没有槽的表面铣槽,它只能在原有槽的基础上扩槽.可以加工台阶面.三面刃铣刀的刀片在刀盘圆周两侧交错分布,可以直接用来铣槽.两面刃铣刀的刀片布置和立装端面铣刀相近,但主要使用场合不一样,铣大平面是还是用面铣刀效果好,扩槽,各种台阶面时还是用两面刃效果好.以上观点都是个人观点,望高手多指点.查看原帖1年前查看全部
- 圆周分孔问题铣床电子尺圆周分孔具体操作步骤是什么呀,还有电子尺上面的各个按键都是什么功能呀,
幻鸦1年前1
-
秋夜悲风 共回答了30个问题
|采纳率100%用电子尺分孔,.我在这举例给你说一下,供参考,比如钻直径500MM,等分8孔的,先找好中心坐标,然后输直径,等分数,然后起始角输0,接着终止角360,好像就这样都行了 .1年前查看全部
- 下列机器中属于工作机的是( ).A 铣床 B电动机 C 空气压缩机 D内燃机
douziwsj1年前1
-
陌上独岭 共回答了17个问题
|采纳率82.4%A
所谓工作机,是指系统中参与处理的每台计算机称为工作机.对于机械上称为的工作机一般是指机械的实现部分.1年前查看全部
- 一个轴,以一端四方头为夹具定位,在轴中段加工与四方头各面呈45°的两对称面,这应该设计一个怎样的夹具? 如果用双面铣床应
一个轴,以一端四方头为夹具定位,在轴中段加工与四方头各面呈45°的两对称面,这应该设计一个怎样的夹具? 如果用双面铣床应该如何设计? 用哪种机床?夹具采用气泵给压紧力,气泵如何设置? 如何计算夹具相关力?
sywbg1231年前1 -
12345677854 共回答了17个问题
|采纳率94.1%就用工厂里最常用的万能分度头+尾座+立式铣床(X52、X52K等)就搞定.分度头上四爪,夹住一端方头,另一端用尾座的顶尖顶住.旋转分度头调好45°角度.就OK了.铣好一边后,旋转180°,铣另一边.1年前查看全部
- 请问铣床的铣读XIAN还是读XI?
紫玉未成烟1年前4
-
soleilyang 共回答了14个问题
|采纳率92.9%铣床读xǐ
铣
xǐ
用一种能旋转的圆形多刃刀具切削金属工件 [mill].如:铣削;铣刀
另见xiǎn
铣刀
xǐdāo
[milling cutter] 安装在铣床上的用于金属面的铣切成形和修整的旋转式工具钢刀具
铣工
xǐgōng
[milling]∶进行铣削加工
[miller;milling machine operator]∶操作铣床的工人
铣削
xǐxiāo
[cut by milling machine] 用铣刀对金属件进行切削
铣
铣
xiǎn
(形声.从金,先声.本义:富有光泽的金属)
富有光泽的金属 [bright metal]
金之泽者.——《说文》
绝泽谓之铣.——《尔雅》.注:“即美金,最有光泽也.”
而玦之金铣者.——《国语·晋语》
黄离踵曜,太阳分铣树之辉.——唐·王勃《乾元殿颂序》
又如:铣泽(光泽);铣树(闪烁金光之树)
小凿 [filet]
古代用金装饰两端的弓 [golden bow]
一员员顶梁靠柱,持铣拥旌.——《西游记》
又如:铣珧(宝弓)
铸铁 [cast iron].如:铣铁
另见xǐ
铣
(铣)
xiǎn
ㄒㄧㄢˇ
有光泽的金属:铁(铸铁,生铁).
小凿.
古代钟下的两角.
以金装饰弓的两头.
郑码:PMRD,U:94E3,GBK:CFB3
笔画数:11,部首:钅,笔顺编号:31115312135
mill
铣
(铣)
xǐ
ㄒㄧˇ
一种用圆形能旋转的多刃刀具切削金属的专用设备,称“铣床”,上有“铣刀”.
在铣床上加工金属工件:削.
郑码:PMRD,U:94E3,GBK:CFB3
笔画数:11,部首:钅,笔顺编号:311153121351年前查看全部
- 铣床夹具上的定位键是用来( ).A、使夹具在机床上定位 B使夹具在机床上定向
geniebo1年前1
-
冷小希 共回答了35个问题
|采纳率88.6%1年前查看全部
大家在问
- 1问几个问题,麻烦大家回答了!把成语补充完整:( )过饰非 ( )气风发科学常识:1.地球内部运动使地表形态发生不断的变化
- 2甲乙丙三人共生产200个零件,甲完成的零件的二分之一相当于乙完成的三分之一,也相当于丙的五分之一
- 3英语翻译5、音译加注法 对于一些带有人名和地名并赋予了特定文化意义的习语可采用音译加注法来处理,来代替和补偿原文之意,帮
- 4生物进化的内在因素是 A.环境改变 B.生存斗争 C.人工选择 D.遗传和变异
- 5如何理解公平,财政学中的公平指的是什么
- 6英语翻译《蜘蛛侠4》确定命名为《神奇蜘蛛侠》(The Amazing Spider-Man),本片由《和莎莫的500天》
- 7已知三角形的三条边所在直线分别为AB:x+y+3=0BC:3x-y+1=0AC:3x+2y+1=0,求三角形ABC顶点的
- 81.The old man lives____in the village.but he doesnot feel___
- 9若a/e^b=b/e^a(a>1>b>0),比较a+b与2的大小
- 10已知a:b=21:5,a:c=7:6,求a:b:c是多少?要列式
- 11野 鸭 一天,我在小山上散步,忽然看见在一束枯草旁边躺着一只野鸭.起初,我以为这只野鸭是害怕被人发现,故意藏在那儿的,就
- 12I thought about it as I walked to school.这是宾语从句吗?如果不是,那它是什么?
- 13初中物理光的全反射和垂直入射求解释
- 14找出错误的一项并改正 1.lt"s kind for you to help me so much.( )______
- 15下列关于生产实践中涉及的生物学原理解释错误的是( )