宏程序表达式的运算顺序
 huirongyu2022-10-04 11:39:541条回答
huirongyu2022-10-04 11:39:541条回答
已提交,审核后显示!提交回复
共1条回复
 轮渡码头 共回答了16个问题
轮渡码头 共回答了16个问题 |采纳率93.8%- A类宏是用G65 Hxx P#xx Q#xx R#xx或G65 Hxx P#xx Qxx Rxx格式输入的xx的意思就是数值,是以um级的量输入的,比如你输入100那就是0.1MM~~~~~.#xx就是变量号,关于变量号是什么意思再不知道的的话我也就没治了,不过还是教...
- 1年前
相关推荐
- 数车宏程序椭圆中 方程式的转换图片上是图纸程序是这样的(专走椭圆的程序)#1=10;while[#1GT-10]DO1;
数车宏程序椭圆中 方程式的转换
图片上是图纸
程序是这样的(专走椭圆的程序)
#1=10;
while[#1GT-10]DO1;
#1=#1-0.5;
IF[#1LE-10] THEN#1=-10;
#2=4*SRQT[100-#1*#1]/10;(要问的就是这一段椭圆的方程式是X²/A²=Y²/B²如何转换成#2这一段)
G01X[55+2*#2]Z[#1-23]
END1;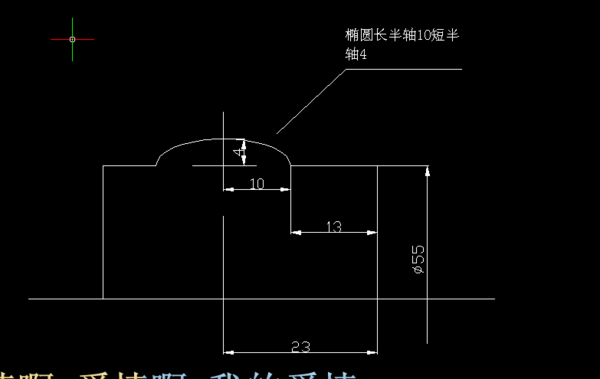 flxs1年前1
flxs1年前1 -
yebingxu55 共回答了19个问题
|采纳率84.2%回答都是没用的1年前查看全部
- 谁给我几个编椭圆的宏程序,最好带图的!3Q
谁给我几个编椭圆的宏程序,最好带图的!3Q
谁给我几个编椭圆的宏程序,最好带图的!我刚学了3天宏指令.想找高手帮我理解下 给几张图就行海南的雅1年前1 -
hdbsf__34vg5261 共回答了17个问题
|采纳率94.1%O1000; M3 S600; T0101; G00 X0 Z150 G98 #24=80(短轴半径,X轴方向) #26=100(长轴半径,Z轴方向) #7=0.1 #1=#26+#7(Z轴方向最大值,假设为顶点) #23=3.15(Z轴方向最小值) WHILE[#1GT#23]DO1 #1=#1+#7(计算每次Z轴的坐标值) IF[#1GT#23]GOTO9 #1=#23(最后一次把Z轴终点坐标赋值给#1) N9 #3=2*#24*SQRT[1-[#1*#1]/[#26*#26]](X轴坐标值计算,此处按直径编程) G01 X#3 Z#1 F100 END1 M301年前查看全部
- 加工中心宏程序里怎么判断是奇数还是偶数!格式怎么写!比如#1=1怎么表达#1是奇数就GOTO100!#1是偶数就GOTO
加工中心宏程序里怎么判断是奇数还是偶数!格式怎么写!比如#1=1怎么表达#1是奇数就GOTO100!#1是偶数就GOTO200!凌乱小心1年前2
-
jrjejw 共回答了21个问题
|采纳率95.2%我写一个不知行不行
.
#1=1
IF[#1LT1]GOTO1
#1=#1/2
#2=FIX[#1]
#2=#1-#2
IF[#2EQ0]GOTO200
IF[#2EQ0.5]GOTO100
N1.1年前查看全部
- 加工中心椭圆轮廓周边斜面及倒R面加工宏程序例题
ymzz0001年前1
-
无头胸牙利 共回答了22个问题
|采纳率90.9%什么系统
至少你要画个草图
回答的人是没有那么多时间的啊
这个我会...
不过我觉得
不实用
工作到现在
没有碰到一个椭圆的东西1年前查看全部
- 谁能告诉我在宏程序if语句中总有一句类似于#3=#3-0.5的语句.我想知道什么意思
hzb821年前1
-
爱唱歌的大胡子 共回答了19个问题
|采纳率84.2%这是为了执行循环 当#3执行过一次后 #3的值就变成了#3-0.5 从而进入下一个循环 当#3不满足条件时则执行其他的程序不再循环比如#3开始的时候等于10 走过一次循环后#3=#3-0.5=9.5 这时候#3就等于9.5了 下次就是91年前查看全部
- FANUC加工中心用极坐标指令在圆上打8个孔每个孔45度.然后再每个孔铣螺纹怎么编不用宏程序.
FANUC加工中心用极坐标指令在圆上打8个孔每个孔45度.然后再每个孔铣螺纹怎么编不用宏程序.
FANUC加工中心用极坐标指令在圆上打8个孔每个孔45度.然后再每个孔铣螺纹怎么编,不用宏程序. 谢谢
mxshun1年前1 -
superhacker110 共回答了17个问题
|采纳率94.1%1.首先是找到这个圆的圆心2.用G16极坐标编程,用了G16后,X代表编程半径Y代表角度,是在一个圆周上加工.3.具体内容:G40 G80 G49 G90T1 M6(用一号刀)G0 G90 G54 X50 Y0 M3 S**G0 G43 Z3 H1 M8G16G99 G81 X-50 Y0 Z-20 ...1年前查看全部
- 数控车床如何运用宏程序编椭圆.给据个例子.
光荣的圣骑士1年前1
-
冷鋩 共回答了19个问题
|采纳率89.5%例如车1/4椭圆(从0度到90度),X半轴为40,Z半轴为30,坐标零点在椭圆圆心上精车程序T0101 S1000 M03#1=40(X半轴)#2=30 (Z半轴)#3=0 (起始角度)#4=90 (终止角度)G0 X0 Z32G1 Z30 F0.1WHILE[#3LE#4] DO1 (判断式,...1年前查看全部
- 数控铣,椭圆宏程序.深度循环各位老师,帮忙看看,椭圆还行,为什么加个深度循环就不对了顺便.我想问问,在实际加工过程中,w
数控铣,椭圆宏程序.深度循环
各位老师,帮忙看看,椭圆还行,为什么加个深度循环就不对了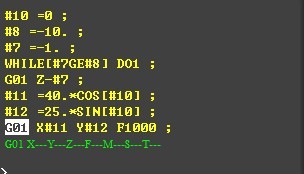
顺便.我想问问,在实际加工过程中,while和if语句,是不是while更实用,是不是if语句反应时间慢点,这两者加工完的工件会有什么不同.
付家uu铺小保姆1年前1 -
lipeng_250 共回答了8个问题
|采纳率100%这个编程椭圆网络、书籍都有材料,我大概看了看,你是不是Z值一直是正的?越来越大?
错误:
1.#7是负的而你是这样编写的#7=-1,G1 Z-#7 那Z就等于-[#7]=-[-1]=1.所以你的循环错误!
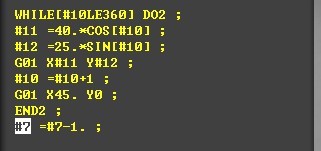
2.WHILE DO语句2循环完后#10=360,然后返回语句1这时只有#7的值在变并且因为#10=360,不满足语句2的WHILE[#10 GE 360]的条件,所以语句2不循环.就只有#7一直在变值.
3.语句1中为何重复#11与#12,他们的意义是什么.
解决办法:
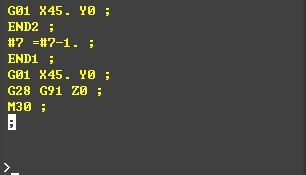
1.编写G1 Z-#7改写G1 Z#7即可.
2.把#10移到语句1里边,每次语句2循环完毕 ,给#10清0.
3如果上来编写开头你完全知道坐标可以直接编写G01 X40 Y0.所以你这个#11与#12目的我不明白是什么用意.如果你想编写半椭圆球吗?
如果是那样你可以用度数控制缩放长半径40与短半径25的值,并且与z值用三角函数关系匹配,来编写这样就可以编写出半椭圆球了.例如#20=40,;#21=25;然后语句控制是度数不是Z值长度控制.可以用#22=0度.这样你在语句循环1里边编写
#7=25 (#7不在是-1,我改成短半径了)
#20=40;
#21=25;
#22=0;
WHILE[#22 LE 90 ] DO1
#23=COS[#22]*#20 (长半径缩放)
#24=COS[#22]*#21(短半径缩放)
#25=#7*SIN[#22]-25 (z值初始-25,最后为0,也就是深度的变量)
G1 Z#7
WHILE [ ] DO2
#11=#23*COS[#10]
#12=#24*SIN[#10]
.
#22=#22+1
.
还有语句中WHILEDO 是将要做什么,当.时循环,IF是如果怎么怎么样.我记得是WHILE DO是先检索,IF到了这段后再检索、半段所以慢,所以WHILE比IF实用.如果宏程序计算量过多可以用预读命令Go5.1 Q1 ,Q1是开通预读指令.Q0是关闭了也就是取消.
还有什么不懂的吗?有就再问我.1年前查看全部
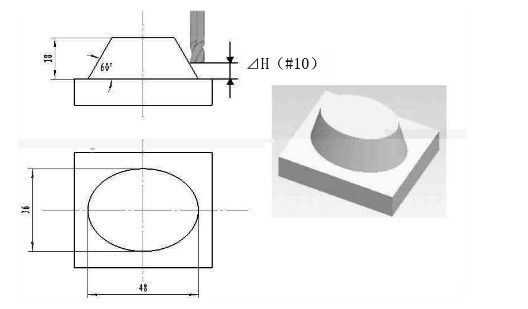
- CNC宏程序 求指教.#10刀具在椭圆太Z轴方向的增量⊿H#11刀具在工件坐标系中的z轴的坐标值#12短半轴#13长半轴
CNC宏程序 求指教.
#10刀具在椭圆太Z轴方向的增量⊿H
#11刀具在工件坐标系中的z轴的坐标值
#12短半轴
#13长半轴变量
#14角度变量
#15刀尖在工件坐标系的X坐标
#16 Y
#10=0
#11=-18
#12=18
#13=24
N20 #14=360 角度变量初值360
G01 Z#11 F300
N30 #15=#12*COS[#14]
#16=#13*SIN[#14]
G41 G01 X#15 Y#16 D01
#14=#14+1角度变量每次增加一个单位
IF [#14 GE 0] GOTO 30 这里的#14大于等于0,360不是一直大于等于吗,这样程序 到这里就不gotoN30了吗.这一步我不理解.
G40 G01 X40 Y0
#10=#10+0.1
#11=#11+0.1
#12=18-#10*TAN[30]
#13=24-#10*TAN[30]
IF [#11 LE 0] GOTO 20
这个程序是不是从椭圆的地步往上走?
我没有分,姜_羽1年前2 -
chaongchoangh 共回答了14个问题
|采纳率100%你好你这宏程式代码多 解决你这问题我耗费了半个小时 5分太少了不值得 但是看晚之后认为很值得 主要佩服这宏的作者 它的宏程式编写能力比我强
下面解决你的问题:你说的没错这程式是从底部往上加工(不过我认为从上面往下走比较好) 而且此椭圆的 长半轴是Y轴 短半轴是X轴(看的过程中还以为作者搞错了,看完之后才知道 做者是没安套路出牌)
不知道是你抄错了还是作者写错了 #14=#14-1 才是对的 这样就解决你的问题了
我的点评:作者用360以1度不断减小 (#14=#14-1) 与G41顺铣是刚好吻合的
如果想用#14=#14+1 也可以 你就要改三个地方 1:初始角度得是#14=0 2:IF [#14LE360] GOTO 30 3 :G41顺洗改G42
哎 累啊1年前查看全部
- 宏程序中IF ELSE ENDIF
fxj_197606121年前1
-
lyr彩云 共回答了24个问题
|采纳率100%整句话:如果其他条件1年前查看全部
- 如何用数控车床在曲面上车螺纹?料的柱面不是纯圆柱,其中有一部分是突出的曲面,我想在这个面上车螺纹,怎么车?用宏程序编?我
如何用数控车床在曲面上车螺纹?
料的柱面不是纯圆柱,其中有一部分是突出的曲面,我想在这个面上车螺纹,怎么车?用宏程序编?
我知道这个螺纹是没用的,但这是一个考核的题目,是一定能做出来的,有人能回答吗?yaera90px35f41年前1 -
含含860311 共回答了17个问题
|采纳率94.1%用宏程序和螺纹循环一起编写
用螺纹循环指令中用X、Z用两个变量代替,
但你要知道突出的曲面点的变化规律,也就是通过已知求出曲面公式.然后就可以编写.做到这步后并不难.还可以只用运动场程序编程也可以.你没有图纸无法说怎么编写.1年前查看全部
- 加工中心铣一个内圆直径50,深12的程序(宏程序也可以)刀具20上刀粒的.材料不锈钢
scalpelpp1年前1
-
xiaonong326 共回答了27个问题
|采纳率100%有很多编法,手工编的话还是子程序吧
O0001
G91 G03 X15 Z-0.5R 7.5
G90 G03 I-15
M99
子程序调24或25次
M98 P2500011年前查看全部
- 华中 数车宏程序 华中数控车椭圆宏程序长轴9短轴4半椭圆编程坐标零点在椭圆起始处,(Z轴从0到-9)程序:(粗加工:)T
华中 数车宏程序
华中数控车椭圆宏程序长轴9短轴4半椭圆编程
坐标零点在椭圆起始处,(Z轴从0到-9)
程序:
(粗加工:)
T0101
S800 M03
G0 X10 Z2
#1=4 (X半轴)
#2=9 (Z半轴)
#3=0 (椭圆Z轴起始点坐标值)
#4=-9 (椭圆Z轴结束点坐标值)
#8=4.5 (X向偏移量) (这什么意思为什么要有这个)
WHILE #8GE0.5
G1 X[#8] F100
Z0
WHILE #3GE#4 (判断式,当#3大于等于#4时,循环有效)
#5=SQRT[81-#3*#3]*4/9 (求X值)
G1 X[2*#5+#8] Z[#3] F100
#3=#3-0.5 (Z轴增量为0.5mm)
ENDW
#8=#8-2 (这什么意思为什么要有这个)
ENDW
G0X50Z50
M05
M00
(精加工:)
T0101
S1000 M03
G0 X10 Z2
#1=4 (X半轴)
#2=9 (Z半轴)
#3=0 (椭圆Z轴起始点坐标值)
#4=-9 (椭圆Z轴结束点坐标值)
G1 X0 F50
Z0
WHILE #3GE#4 (判断式,当#3大于等于#4时,循环有效)
#5=SQRT[81-#3*#3]*4/9 (求X值)
G1 X[2*#5] Z[#3] F50
#3=#3-0.5 (Z轴增量为0.5mm)
ENDW
G0 X150 Z150
M05
M30关中大儒1年前3 -
bsmxl 共回答了17个问题
|采纳率88.2%这个程序好麻烦
我来编个
O1234
T0101 M03 S1200
G0 X8.0 Z2.0
#1=4-2
WHILE[#1 GE 0] DO1 ;如果#1的值大于零则循环继续
G0 X[2*#1+0.3] ;0.3为精加工量
#2=SQRT[81-#1*#1*5.06];Z=SQRT[C*C-X*X*C*C/A*A] 因X*X*C*C/A*A=X*X*5.06 故
;Z=SQRT[C*C-X*X*C*C/A*A]
;设z=#2 c=9 x=#1 a=4 所以上式就变成这样#2=SQRT[81-#1*#1*5.06]
G1 Z[#2-9+0.3] F0.15 ;0-9=-9 9-9=0 故z-9的值在0 -9之间
U2.0 W1.0 ;退刀
G0 Z2.0 ;回循环起点
#1=#1-2 ;如果#1=2 #1=#1-2 则为零
END1
G0 X0 ;下面同上
G1 Z.0
#1=0
WHILE[#1 LE 4 ] DO2
#2=SQRT[81-#1*#1*5.06]
G1 X[2*#1] Z[#2-9]
#1=#1+0.05
END2
G0 X100 Z5.0
M301年前查看全部
- 宏程序 #1=#1032 AND 511 里的#1032 AND
赌坊009号1年前0
-
共回答了个问题
|采纳率
- 判断题 ( )1、宏程序中,函数SQRT是开方的意思.
判断题 ( )1、宏程序中,函数SQRT是开方的意思.
( )1、宏程序中,函数SQRT是开方的意思.
( )2、按MARCO键能机床复位.
( )3、工作坐标系的设定分别为G54~G59.
( )4、粗铣一般采用逆铣削为佳.
( )5、铣床上钻小孔宜先钻中心孔为佳.
( )6、刀尖角是35度的刀片称为V型刀片.
( )7、刀具长度正向补正指令为G44.
( )8、指令M03为主轴反转(CCW),M04为主轴正转(CW).
( )9、切削速度会显著的影响刀具寿命.
( )10、G74指令只能用于切槽加工.圆月弯刀01年前1 -
陈季常 共回答了25个问题
|采纳率96%( 对 )1、宏程序中,函数SQRT是开方的意思.
( 对 )2、按MARCO键能机床复位.
( 对 )3、工作坐标系的设定分别为G54~G59.
( 对 )4、粗铣一般采用逆铣削为佳.
( 错 )5、铣床上钻小孔宜先钻中心孔为佳.
( 对 )6、刀尖角是35度的刀片称为V型刀片.
( )7、刀具长度正向补正指令为G44.
( 错 )8、指令M03为主轴反转(CCW),M04为主轴正转(CW).
( 对 )9、切削速度会显著的影响刀具寿命.
( 对 )10、G74指令只能用于切槽加工.
第7题就不清楚了,要看什么系统1年前查看全部
- 五角星的十个坐标点如何计算?我想用宏程序铣一个立体的五角星,可这十个点不知道如何计算,其实知道关键的三个点也可以,用坐标
五角星的十个坐标点如何计算?
我想用宏程序铣一个立体的五角星,可这十个点不知道如何计算,其实知道关键的三个点也可以,用坐标旋转也行,可惜我一个也不会计算,还望高手细致的指教!三木北谷1年前2 -
诲南记忆 共回答了14个问题
|采纳率78.6%五角星的角到中心的距离为r
x=rcos(72°*k) y=x=rsin(72°*k) k=0,1,2,3,41年前查看全部
- 用户宏程序 例:G65 P0070 L5 X100.0 Y100.0 Z-30.
用户宏程序 例:G65 P0070 L5 X100.0 Y100.0 Z-30.
X100.0 Y100.0 Z-30.0 书上说是‘变量引数’ 但是没有说明作用,深邃的心1年前1 -
齐明南 共回答了22个问题
|采纳率90.9%xyz是代表的宏程序的变量的赋值 在宏程序0070中对应的是#24#25#26!也就是这三个变量的值分别为100 100 -301年前查看全部
- 加工中心铣内圆锥23度有谁会编内圆锥宏程序.角度23度.深度8.1.编一个通用的.我只要调刀伸出的长短.转出圆的大小就好
加工中心铣内圆锥23度
有谁会编内圆锥宏程序.角度23度.深度8.1.编一个通用的.我只要调刀伸出的长短.转出圆的大小就好了.用的成型23度刀铣.我有一个程序不过不懂请哪位高手帮我看看啊.或者编一个简单的.谢谢了O8376
M03S1000
T01M6
#1=8.1
#2=8
#3=2
#100=#1
#101=#2
#102=#3
#110=#100*TAN[23]+#102
#122=#102
#111=36*#101
#114=360*#101
#112=[#110-#122]/#111
#113=#110
#120=#100/#111
#121=0
#131=0
G16G01X#100Y0Z1.5F500
Z0F100
N10#110=#110-#112
#121=#121-#120
#130=[#110+#113]/2
#131=#131-10
G02X#110Y#131Z#121R#130F150
#113=#110
IF[#131GT-#114]GOTO10
G15G91G02X0Y0I-#122J0F100
G00G90Z200
请问怎么用立式加工中心铣一个在正方行平面中心上的V型槽。槽型是23度。深度8.1。用的是23度成型刀。刀尖宽跟V型槽底部宽度一样。请问怎么编程。我认为,因为是成型到刀。只要铣外口的23度就行了。就是不知道怎么编。V型槽的大小我可以调刀伸出的距离的大小。我问了好多网站都没人会,呵呵拜托。有哪位高手可以指点小弟一番。谢谢。ljty6661年前1 -
leekding1984 共回答了15个问题
|采纳率100%你刀具都是23°的啦 为什么还要编宏程序呢?23°的刀子直接扎进去就行啦!8.1的深度又不深~精加工深度留0.1MM就行啦!1年前查看全部
- fanuc用宏程序怎么加工内半球?球直径50mm,用r10球头铣刀加工!急
fanuc用宏程序怎么加工内半球?球直径50mm,用r10球头铣刀加工!急
用r10球头铣刀在xy平面加工50mm凹半球alphaone11年前1 -
yangchongyu227 共回答了18个问题
|采纳率88.9%G0X0Y-15.
#1=0
WH[#1GE-90]DO1
#2=-15*COS[#1]
#3=-15*SIN[#1]
G01Y#2Z#3
G03J[-#2]
#1=#1-1
END11年前查看全部
- 宏程序.谁帮我逐句解释一下呢.G0 X60 Z5#1=1#9=5WHILE[#1LE10]D01#2=0WHILE{#2
宏程序.谁帮我逐句解释一下呢.
G0 X60 Z5#1=1#9=5WHILE[#1LE10]D01#2=0WHILE{#2LE180}D02#3=#1*SIN[#2]#4=2*COS[#2]#5=40-#3*2G0X#5Z#4 G32Z-80F30J0G0X60Z#4#2=#2+#9END2G0X60Z5#1=#1+0.5IF[#1GE4]THEN9=2IF[#1GE7]THEN9=1IF[#1GE9]THEN9=0.2END1M30
G0 X60 Z5
#1=1
#9=5
WHILE[#1LE10]D01
#2=0
WHILE{#2LE180}D02
#3=#1*SIN[#2]
#4=2*COS[#2]
#5=40-#3*2
G0X#5
Z#4
G32Z-80F30J0
G0X60
Z#4
#2=#2+#9
END2
G0X60Z5
#1=#1+0.5
IF[#1GE4]THEN9=2
IF[#1GE7]THEN9=1
IF[#1GE9]THEN9=0.2
END1
M30
这样直观点心中有个你1年前0 -
共回答了个问题
|采纳率
- 在宏程序语言中的意思
卡西高档1年前4
-
谁又知谁是谁的谁 共回答了26个问题
|采纳率80.8%while [hwail] 基本释义 词组短语 同近义词conj.虽然;然而;当……的时候
n.一会儿;一段时间
vt.消磨;轻松地度过1年前查看全部
- 台达触摸屏DOP-B系列宏程序$10070 = $10070 + 这个+1是怎么加,按照什么规则?
laji垃圾魔1年前1
-
sdupe_44qj_35d_3 共回答了20个问题
|采纳率75%应该是每一扫描周期加一或一打开加一,还要看你的用什么触发的宏.
也就是说$10070 中的值加1,如原来的值是100,那么加1后是101,如果每扫描周期加1,那就是一直加下去,101、102、103……1年前查看全部
- FANUC加工中心的导圆角宏程序怎么编啊?非圆的!直线的也行.
FANUC加工中心的导圆角宏程序怎么编啊?非圆的!直线的也行.
一条轮廓曲线的圆角宏程序示例!丁丁_COM1年前1 -
bxf773302 共回答了21个问题
|采纳率85.7%直线倒圆角很简单,椭圆倒圆角也不复杂的,简单的说编一个基本椭圆循环宏,长短半轴均为变量,随着Z轴深度步距规律变化椭圆的长短半轴也随着变化,用公式计算变化值代入使其自动计算并自动循环就OK了!1年前查看全部
- 华中数控车宏程序椭圆如何编?
kissdevel1年前1
-
77599 共回答了14个问题
|采纳率78.6%抛物线;#2=0[设置X轴为0]HINE#1GE ------- [GE后面的数字表示抛物线Z向长度,GE是小于的意思]#1=---------- [以X轴为函数,与自变量Z的关系式]#2=#2-0.05[0.05为X轴计算每次变化量]G1X[2X#1]Z[-#2][固定格式]ENDW [宏程序结束语]椭圆;#1=长半轴#2=短半轴#3=椭圆起点距离圆心的长度WHILE#3GE[椭圆终点距离圆心的长度为负值]#4=SQRT[#1X#1-#3X#3]X[#2/#1]G1X[2X#4]Z[#3-%%%][%%%表示圆心到椭圆起点的距离]#3=#3-0.08ENDW1年前查看全部
- 加工中心的宏程序中的#****怎么理解?
加工中心的宏程序中的#****怎么理解?
我是个初学者,想问下就是程序中的那些#号后面的数值到底是什么意思,像有些个什么Y#2213 它的值到底是怎么赋予的?
#11 = #4001
#13 = #4003
#23 = #23/2
G90 G00 X[#24+#23] Y#25
#100 = #7/#3
#101 = FIX[#100]
#33 = 1
WHILE[#33 LE #101] DO1
G01 G91 Z-#3 F#9
G03 I-#23
#33 = #33+1
像这么一段中#11=#4001 这个#4001的值从哪里来/>?zjy_2141年前1 -
huangyifang 共回答了19个问题
|采纳率89.5%你用的是FANUC系统吧?这些变量是有分类的,其中:
#1~#33是局部变量,局部变量只能在宏中使用,以保持操作的结果,关闭电源时,局部变量被初始化成“空”.宏调用时,自变量分配给局部变量.
#100~#149(#199)和#500~#531(#999)是公共变量,公共变量可在不同的宏程序间共享.关闭电源时变量#100~#149被初始化成“空”,而变量#500~#531保持数据.公共变量#150~#199和#532~#999可以选用,但是当这些变量被使用时,纸带长度减少了8.5米.
#1000~是系统变量,系统变量用于读写各种NC数据项,如当前位置、刀具补偿值等.譬如你所提到的#4001表示目前的插补模态是G00、G01、G02、G03、还是G33,而#4002则表示当前平面选择的状态是G17、G18、还是G19.其他系统变量可以查阅手册.1年前查看全部
- 用宏程序加工抛物线的要点,我用以下宏车出来的抛物线弧度差好多,就像是斜线,请指点
用宏程序加工抛物线的要点,我用以下宏车出来的抛物线弧度差好多,就像是斜线,请指点
我需要把边导成抛物线,长度是7.5,图纸的公式是 Z=0.6X*X
前面就不写了 主要是宏的计算,弧度出来的跟尺检投影的差很多,跟直径半径应该没关系吧?
#1=0
#2=0.6*#1*#1
WHILE[#2LE7.8]DO1
G1X[65.2+#1]Z[-#2]
#1=#1+0.1
#2=0.6*#1*#1
END1ec463721年前2 -
绝对球王 共回答了21个问题
|采纳率85.7%机床默认是直径计算,看看默认的代码里是G37还是G36
37是直径,36是半径.
你输入的时候公式里面的是直径还是半径,如果系统默认的是直径而你公式里的是半径就在除以4.
系统默认是半径而你公式里的是直径就再乘以41年前查看全部
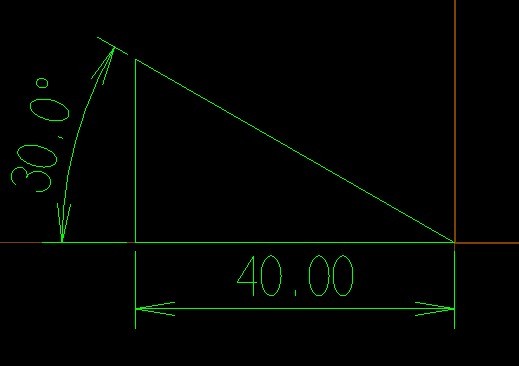
- 加工中心铣一个30度的斜面怎么用宏程序编程,底边为40mm.40mm是直角三角形30度角的临边.
加工中心铣一个30度的斜面怎么用宏程序编程,底边为40mm.40mm是直角三角形30度角的临边.
斜面宽20.求完整编程.完整的.宏程序.
法拉克系统的,用宏B编程.原点如图,Y方向就是斜面宽既20mm
 okrenyu1年前1
okrenyu1年前1 -
xlandcheng 共回答了20个问题
|采纳率80%设斜面宽20的中心为Y0;X、Z坐标如你画的图;加工的刀具为10(半径5);不考虑余量.
G0 X10Y-20M3S1000;
Z50M8;
#1=0;(x方向初始值)
N10#2=- #1+5(+5是让出刀具半径);
#3=#1*TAN30;(计算Z值)
G1X#2Z#3F300;
Y20;
G0Z50;
Y-20;
#1=#1+1;(X方向增加1MM,如果想加工细一点可以增加0.5、0.2··)
IF[#1LE40]GOTO10;
G0Z100M9;
M30
好了试一试吧.1年前查看全部
- 数控加工 宏程序谁知道这个变量表达式是怎么求出来的,好多年不用数学了,
数控加工 宏程序
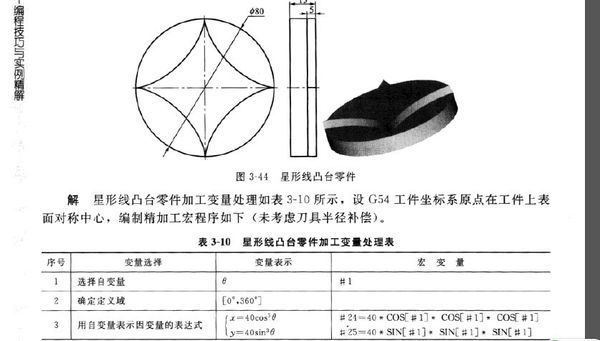
谁知道这个变量表达式是怎么求出来的,好多年不用数学了,
hyalite11年前1 -
秋渗 共回答了24个问题
|采纳率87.5%这个表达式是星形线在极坐标下的方程,具体推导过程太复杂,你最好去查数学工具书.1年前查看全部
- 数控知识:抛物线宏程序抛物方程是:y=-5x*xo558T0101M03S500G0X0Z2#1=0#2=0.2#3=4
数控知识:抛物线宏程序
抛物方程是:y=-5x*x
o558
T0101M03S500
G0X0Z2
#1=0
#2=0.2
#3=40
#4=-5
WHILE[#1LE#3]DO1
G01X#1Z[#4*#1*#1]F0.2
#1=#1+#2
END1
有什么错误啊?oldtown91年前1 -
nannafu 共回答了16个问题
|采纳率93.8%在抛物线方程中X=半径值!如果你要在数控车上车,那G01X#1Z[#4*#1*#1]F0.2
要改为G01X[#1*2]Z[#4*#1*#1]F0.21年前查看全部
- 为什么在华中数控车,加工椭圆宏程序只能编写半个椭圆的程序,若加工一整个椭圆程序,则报警语法错误...
为什么在华中数控车,加工椭圆宏程序只能编写半个椭圆的程序,若加工一整个椭圆程序,则报警语法错误...
我的意思是只要加工时超过椭圆的一半比如WHLE#1GE-5(在这边只要是负值就会出现以上现象)WHLE#1GE0就不会.会不会是机床设置问题zgz5111年前1 -
爱乐hjh 共回答了17个问题
|采纳率100%数控车能一下子做出一个完整的椭圆来吗?
WHILE[#1GE-5]DO1 应该没问题的!
#1=#1-2
END11年前查看全部
大家在问
- 1下列有关脊椎动物的叙述,正确的是
- 2求助读书笔记4篇 格式:书名,作者,好词好句好段,感想.
- 3圆的半径和圆的面积为什么不成正比例?
- 4心灵的阳光 作文
- 5这是www.***.com/p-5127148561575.html里面的一道题.
- 6四棱锥P-ABCD的底面ABCD是梯形,AB//CD,且AB=2/3CD,试问在PC上能否找到一点,
- 7how a nice schoolbag
- 8英语单项选择It was from John ,gave me a big key to __my dad.A.who;
- 9下列关于x的方程中一定有实数解的是( )
- 10He's so careful that he looks over his reports several times
- 11第十二届全运动会于2013年8月31日至9月12日在辽宁举行,本届全运动会历时天数占九月份总天数的()
- 12根据下列条件,求二次函数的关系式(PS:)
- 13(2012•祥云县模拟)学校买来9个足球,每个a元,又买来b个篮球,每个58元.9a+58b表示______.
- 14( )can you expect to be successful one day.
- 15作文 《我真的很棒》200字怎么写?字数少点