折弯机不能上下升降 换了油泵和电磁阀还是没用,开机后踩脚踏开关电磁阀上的灯亮的但就是没用,我的机器上
 奔腾千里2022-10-04 11:39:541条回答
奔腾千里2022-10-04 11:39:541条回答
折弯机不能上下升降 换了油泵和电磁阀还是没用,开机后踩脚踏开关电磁阀上的灯亮的但就是没用,我的机器上
有3个电磁阀 一大两小 大的在中间小的在两旁,开机后有一个小的一直处于常亮状态 ,请问是什么原因导致的不能升降 接触器都是好的 一 踩接触器就响的 保险丝也好的
有3个电磁阀 一大两小 大的在中间小的在两旁,开机后有一个小的一直处于常亮状态 ,请问是什么原因导致的不能升降 接触器都是好的 一 踩接触器就响的 保险丝也好的
已提交,审核后显示!提交回复
共1条回复
 yyalan 共回答了17个问题
yyalan 共回答了17个问题 |采纳率88.2%- 小的是2位4通电池阀,一个是起慢速一个是起加压的作用 ,再看一下那个液流阀
- 1年前
相关推荐
- 折弯机型号我想问一下折弯机WC67Y、WC67K是什么意思,麻烦大家了.还有,什么样的型号加工多厚的不锈钢
saexnt1年前1
-
sungd1975 共回答了22个问题
|采纳率81.8%WC67Y 是普通的折弯机 WC67K 是指数控折弯机
后面个问题我列个公式 怎样选择吨位 吨位=8X1.68X不锈钢厚度X不锈钢宽度
8 是常数 1.68是不锈钢与普通钢的比
比如说你要折4个厚度 2500的宽度
吨位=8*1.68*4*2.5=134.4 那你就选择160吨的折弯机1年前查看全部
- 3mm*4米的不锈钢板用多少吨的折弯机
candy110xu1年前4
-
东北一小生 共回答了22个问题
|采纳率81.8%最少也 要用100T/4000的折弯机1年前查看全部
- 新力2米40吨折弯机上得快有压力,下的慢到底有压力,
janeli5201年前2
-
青来青去 共回答了16个问题
|采纳率81.3%调一下右边的行程开关.1年前查看全部
- 钢板折弯的展开图形8mm的钢板 长290mm 宽125 折30高(290长度折弯) 怎么算 不是用模具折 是折弯机折
wjlee261年前1
-
zhujunyu35 共回答了18个问题
|采纳率88.9%用普通折弯机还是数控折弯机?这根你用的折弯机上下模具有关,这影响到你的折弯扣除.如果是普通折弯机,30高是外尺寸,那算法就是30-8+折弯扣除,刀压到这个尺寸上折起来就没问题了1年前查看全部
- 折弯机的模具有那些.上模有什么刀具,每种刀的用途是什么.下模又有那些作用是?
折弯机的模具有那些.上模有什么刀具,每种刀的用途是什么.下模又有那些作用是?
折弯机的模具用途种类.tuhx1年前1 -
siguol 共回答了16个问题
|采纳率93.8%折弯上模,尖刀,弯刀,断差模具,异形模具,压平刀,圆弧刀,耳刀.他们有不同的高度,角度,弯度,刀尖的弧度,各种刀有不同的折弯范围.不能一概而论.
下模也分为好多种,有多槽,双槽,单槽.压平下模,异性下模,断差下模,圆弧下模,下模是根据上模,还有所加工板料的厚度及工艺来选择的.1年前查看全部
- 折弯展开计算公式折弯材料展开计算公式是什么跟折弯机上刀R还有下模模口的大小有什么关系就算90度就好了 给点公式行不?
soultears1年前1
-
wyq116912 共回答了15个问题
|采纳率93.3%这个在这里说不清,因为折弯的形状不一样公式也不一样,你去新华书店买一本钳工书或是钣金书,里面有各种形状的折弯展开公式.1年前查看全部
- 8mm厚钢板1100mm长折90度用多少吨的折弯机?
万雪201年前1
-
nevernono 共回答了18个问题
|采纳率100%80吨或100吨的1年前查看全部
- 折弯机上吸油口的网式滤油器WU-630*100-F-J每一项代表什么?能不能用WU-400*100-F-J代替?
yjfmbso1年前1
-
买买cc 共回答了10个问题
|采纳率70%WU是指网式过滤器 630是指公称流量 100是指过滤精度 F是指法兰式 J是指吸油口用,不能用WU-400×100-F-J替代,否则油泵容易吸空,造成噪声大和降到油泵寿命1年前查看全部
- 钣金折弯方法,如图请见图,三个问题,第一个,是2处45度折弯,那里能否用折弯机一次折出来?第二个,是180度的折弯,请问
钣金折弯方法,如图
请见图,三个问题,第一个,是2处45度折弯,那里能否用折弯机一次折出来?第二个,是180度的折弯,请问此处能否用折弯机操作,应该如何操作?第三,折边机能否用于180度折弯,折边机和折弯机有啥区别呢?多谢! iswaol1年前1
iswaol1年前1 -
猴子天下 共回答了13个问题
|采纳率100%一个个回答你:
一、最好不要一次折,一般工厂准备的段差模不会有这么高,分两折也很好折的,没什么难度
二、可以用折弯机折,先用30度的插深下模成型大角度,再垫两块2.0的板(垫出4.0的高度)用压平模拍平,折弯过程跟压死边差不多
三、折边机和折弯机只是叫法上的不一样,180度折弯也就是通常所说的压死边1年前查看全部
- 请问 折弯机 静电喷涂 拉伸机 喷流水线 英语怎么说?谢谢
LOVE约瑟芬1年前1
-
田田的哈密瓜 共回答了17个问题
|采纳率88.2%折弯机 [zhé wān jī]
bending machine
bender (impression)
静电喷涂: [ jìng diàn pēn tú ] . .
electrostatic painting
拉伸机: [ lā shēn jī ] . .
drawing mill
drawframe
bench
stretcher
drawbench
喷流水线
production line
pipelining
pipeline1年前查看全部
- 我要折弯3mm*的铁板,如果用1600mm的折弯机,该用多大吨位的?用什么样的模具?如果铁板长度超过1600mm的话
我要折弯3mm*的铁板,如果用1600mm的折弯机,该用多大吨位的?用什么样的模具?如果铁板长度超过1600mm的话
板料折弯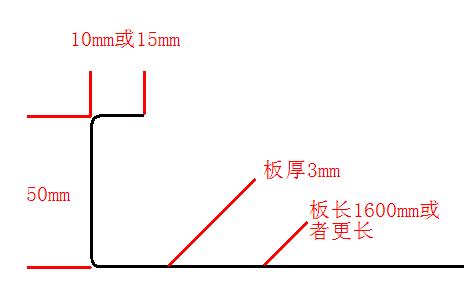
铁板的厚度常用2mm和3mm.foxhy20051年前1 -
雨春 共回答了11个问题
|采纳率81.8%折弯机的规格都有一个最大折弯长度,30T/1600,前面是吨位,后面是最大折弯机长度.折弯机是不能分2次折的,因为没折的位置板会变形.3mm厚一米需要25吨的压力,两米就是60吨,以此类推.1年前查看全部
- 问一下关于我厂折弯机上模下滑的问题
问一下关于我厂折弯机上模下滑的问题
我们的折弯机为WC67Y-200/4000,06年购买,现在问题是从去年年底开始,上模时不时的有下滑状况.具体表现为:向上不下滑,到上死点也不下滑.向下,开始也不下滑,大约到离下模上表面3公分处就开始下滑,自动下滑到下模最底面为止.开始觉得是小液控单向阀的问题,A1Y-Hb10B.换了个上去,刚好一会就出现内泄状况,阀损坏,让采购换新的.现在又买了个新的,装上去问题比原来更严重了,原来是时不时下滑,现在是每次都下滑,不清楚究竟又是买的新阀的问题,还是别的问题呢,
顺便加个问题,就是一个液控单向阀的质量好坏如何判别,质量较好的液控单向阀有哪些特性,质量不好的又会出现那些问题~jacar1年前1 -
老鸭粉丝汤 共回答了21个问题
|采纳率95.2%如果阀组没有 泄漏的话,检查 一下油缸是不是泄漏,把滑块放在最 底下,把油缸下腔的油管拆了 ,开机,踩下加压看一下下腔有没油出来,有的话说明泄漏.关于小液控质量的好坏这还真不好说,普通的小液控表面做工粗糙 一般价格在 150元 左右,好点的价格贵点.质量不好的小液控装上去可能还会内泄.1年前查看全部
- 2米30T的折弯机有多重
dkeklkld1年前1
-
爱你小雅 共回答了17个问题
|采纳率82.4%2.5吨左右1年前查看全部
- 折弯机折4MM厚4M长的铝板,需要多大的剪板机和折弯机啊?
折弯机折4MM厚4M长的铝板,需要多大的剪板机和折弯机啊?
那个折弯机计算吨位的公式我知道,但是不知道铝板和钢板有没有区别?ccg20058251年前1 -
烩银丝儿 共回答了14个问题
|采纳率92.9%铝板和钢板有差别的,你问的是不锈钢还是普通的冷轧板,最好用专业的钢号来问,铝板比铁板软,不锈钢的硬度是铁板的一倍,4个厚的铝板用63T的就可以了,80T的可以折4个厚的铁板,如果折不锈钢,最少要用到160T的,这些问题建议你去问善利锻压机床的客服人员,告诉他你要制作什么产品,说不定怎么做的他都能教你,态度还不错的,1年前查看全部
- 10毫米厚2米长不锈钢,500的折弯机能不能折弯
xingky77811年前1
-
来杯花茶 共回答了13个问题
|采纳率69.2%对于你说的问题,先确认一下是不是500吨的折弯机.
折弯力计算方式 P=650*S*S*L/V
(650*10*10*2)/60=2166.66
P=2166.66KN=216.666吨
如果是500吨的折弯机的话!可以加工折弯——
下磨选用V槽60即可1年前查看全部
- 折弯机 10个厚的普通钢板 宽度为1米 需要多少吨位的折弯机?
折弯机 10个厚的普通钢板 宽度为1米 需要多少吨位的折弯机?
最好有具体点的 折弯机型号 一般是压10mm的钢筋焊成的钢筋背板的zaoliou_11年前1 -
一妍 共回答了17个问题
|采纳率94.1%这是公式:650xS²xL/V=P(P=折弯压力,S=板厚,L=板料长度,V=下模槽口)
下模槽口的选择:数控折弯机V=Sx6,普通折弯机V=Sx8,
另板材如是不锈钢材料则P=650x(Sx1.5)²xL/V1年前查看全部
- 折弯怎么算尺寸比如我要折个外形尺寸20*20*20mm的槽型,厚度为3mm.我应该下多长的料我用折弯机折,以前我的做法是
折弯怎么算尺寸
比如我要折个外形尺寸20*20*20mm的槽型,厚度为3mm.我应该下多长的料
我用折弯机折,以前我的做法是每个弯角剪掉2个板厚.上面这个件2个弯,我减去4个板厚 60-12=48.13月的颠茄1年前1 -
倾心于故乡的星空 共回答了19个问题
|采纳率84.2%“应该下多长的料”还与转弯半径有关.
要取得展开长应该是计算加经验修正.
你的48这个数差不多.
如果你的槽折弯内半径是R1.5,则理想形状时的展开长为51.42毫米,
因为实际上外半径显著大于内半径加料厚,还要再修正去约1.2-1.5毫米.修正去的大小与材料硬度、模具情况有关.
当弯内半径是R=1.5,料厚3毫米时,20*20*20mm的槽展开料宽约50毫米.1年前查看全部
大家在问
- 1初二 英语 翻译 请详细解答,谢谢! (30 16:8:51)
- 2一列火车通过长320米的隧道用52秒,当它通过长864米的大桥时,速度比通过隧道时提高1/4,结果用了1分36秒,
- 3兴趣是快乐的源泉翻译成英文兴趣给生活增加了很多乐趣
- 4(2012•陆良县模拟)一个圆锥体,底面直径和高都是3厘米,它的体积是______.
- 5求按方位顺序介绍景物的片段随便是什么景物,只要是写景物和适方位顺序写的就行了.急,十分火急!
- 6如何培养自己的方向感?感觉自己每到一个新地方就基本上没了方向感,有太阳还好点,但如果是进了大商场、坐地铁、转立交桥之类的
- 7甲工程队有600人,其中老工人占5%;乙工程队有400人,老工人占20%.要使甲、乙两队中老工人所占的百分比相同,应在乙
- 8请你写出两条与母爱有关的俗语、格言
- 9我只问你一个问题。你还愿意给我机会吗?英语怎么说
- 10激光粒度仪Dn 代表什么?1,这个图,我知道是测粒径的 但是 D10~D90代表什么 D3 和D97呢?2,怎么没有平局
- 11已知(1/3-1/5)×1/2=1/15,(1/5-1/7) ×1/2,(1/7-1/9)1/2+1/63……
- 12赣南游击词中“野菜和水煮”中“和”的读音
- 13美丽的校园 作文
- 14已知m是整数,方程组{4x-3y=6,6x-my=26有整数解,是-哟不是+哟
- 15正确的T,错误的fPeople living in different countries made different