数控铣圆弧的I J K 怎么计算
 风_alex2022-10-04 11:39:541条回答
风_alex2022-10-04 11:39:541条回答
已提交,审核后显示!提交回复
共1条回复
 燃烧ii520 共回答了16个问题
燃烧ii520 共回答了16个问题 |采纳率93.8%- I J K分别为x y z圆心相对与圆弧起点坐标值得增量(矢量值有正负之分)为零可省略
- 1年前
相关推荐
- 数控铣椭圆内轮廓槽
大脚油1年前2
-
qdhqf 共回答了9个问题
|采纳率88.9%X=长轴半径*COS A
Y=短轴半径*SIN A
A是一个变量,代表夹角,在数控是应该为0到360度,
如#1=0
N1#1=#1+2,
表示从0,燃后两度两度的增加1年前查看全部
- 数控机床的轴数是如何规定的?人们常说的数控铣,数控车是几轴的,机床的轴数划分的标准是什么?数控机床的型号是如何规定的?我
数控机床的轴数是如何规定的?
人们常说的数控铣,数控车是几轴的,机床的轴数划分的标准是什么?
数控机床的型号是如何规定的?我知道老床子如C620,指的是车床类,卧式,最大回转直径200MM,那么数控机床是如何分类的?conanzhangz1年前8 -
gfc1683 共回答了22个问题
|采纳率86.4%数控机床轴数的划分的确是轴根据联动情况来划分的,但这个毕竟只是一个定义,实际生产中我们需要灵活性.数控铣床一般3轴,车床一般2轴,其它轴是根据工厂针对加工零件的需要让机床生产厂家配上去的.如加工中心配A B 旋转...1年前查看全部
- 数控铣,椭圆宏程序.深度循环各位老师,帮忙看看,椭圆还行,为什么加个深度循环就不对了顺便.我想问问,在实际加工过程中,w
数控铣,椭圆宏程序.深度循环
各位老师,帮忙看看,椭圆还行,为什么加个深度循环就不对了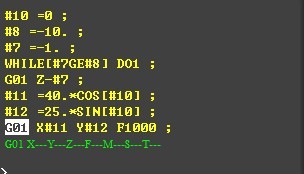
顺便.我想问问,在实际加工过程中,while和if语句,是不是while更实用,是不是if语句反应时间慢点,这两者加工完的工件会有什么不同.
付家uu铺小保姆1年前1 -
lipeng_250 共回答了8个问题
|采纳率100%这个编程椭圆网络、书籍都有材料,我大概看了看,你是不是Z值一直是正的?越来越大?
错误:
1.#7是负的而你是这样编写的#7=-1,G1 Z-#7 那Z就等于-[#7]=-[-1]=1.所以你的循环错误!
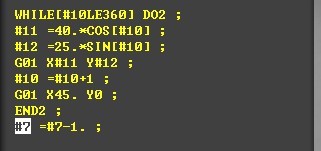
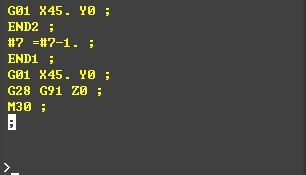
2.WHILE DO语句2循环完后#10=360,然后返回语句1这时只有#7的值在变并且因为#10=360,不满足语句2的WHILE[#10 GE 360]的条件,所以语句2不循环.就只有#7一直在变值.
3.语句1中为何重复#11与#12,他们的意义是什么.
解决办法:
1.编写G1 Z-#7改写G1 Z#7即可.
2.把#10移到语句1里边,每次语句2循环完毕 ,给#10清0.
3如果上来编写开头你完全知道坐标可以直接编写G01 X40 Y0.所以你这个#11与#12目的我不明白是什么用意.如果你想编写半椭圆球吗?
如果是那样你可以用度数控制缩放长半径40与短半径25的值,并且与z值用三角函数关系匹配,来编写这样就可以编写出半椭圆球了.例如#20=40,;#21=25;然后语句控制是度数不是Z值长度控制.可以用#22=0度.这样你在语句循环1里边编写
#7=25 (#7不在是-1,我改成短半径了)
#20=40;
#21=25;
#22=0;
WHILE[#22 LE 90 ] DO1
#23=COS[#22]*#20 (长半径缩放)
#24=COS[#22]*#21(短半径缩放)
#25=#7*SIN[#22]-25 (z值初始-25,最后为0,也就是深度的变量)
G1 Z#7
WHILE [ ] DO2
#11=#23*COS[#10]
#12=#24*SIN[#10]
.
#22=#22+1
.
还有语句中WHILEDO 是将要做什么,当.时循环,IF是如果怎么怎么样.我记得是WHILE DO是先检索,IF到了这段后再检索、半段所以慢,所以WHILE比IF实用.如果宏程序计算量过多可以用预读命令Go5.1 Q1 ,Q1是开通预读指令.Q0是关闭了也就是取消.
还有什么不懂的吗?有就再问我.1年前查看全部
大家在问
- 1把l usally read english in the morning改成用tomorrow
- 2等物质的量A、B混合于2L的密闭容器中,发生如下反应:3A(g)+B(g)⇌xC(g)+2D(g),约5min后,测得D
- 3元日 爆竹声中一岁除 春风送暖入屠苏 千门万户曈曈日 总把新桃换旧符(意思是什么?)
- 4一个圆锥形容器,底面直径是6厘米,高是8厘米.如果把这个容器装满水导入底面半径是2厘米的圆柱形形容器里,
- 5Your answer is p____ true,and I agree with you.
- 6食盐和蔗糖混合均匀为什么不能说明分子间有间隔?
- 7某化学兴趣小组利用下图装置探究制取气体的原理、方法及性质。请结合下图,回答有关问题。
- 8已知曲线C1:y=x2与C2:y=-(x-2)2.直线l与C1、C2都相切,求直线l的方程.
- 9如图4所示,用带正电的小球A靠近用轻质绝缘丝线悬挂的小球B,使悬线偏离竖直方向,偏角为α
- 10如图,有一块直角三角形纸片,两直角边AC=6cm,BC=8cm.现将直角边AC沿直线AD折叠,使它落在斜边AB上,且与A
- 11说明“说明真理朴实无华”这一道理的名言
- 12某物理兴趣小组设计并制作了一台恒温箱.设计要求箱内安装一根 电热丝,在采用220V恒定电压供电的情况下,
- 13怎么把Excel里的英文首写字母改为大写
- 14PM2.5是指大气中直径数值小于等于2.5的悬浮颗粒物,其直径大约是分子直径的2万倍,能被肺吸收并进入血液,对人体危害很
- 15某含苯环的化合物A,其相对分子质量为104,碳的质量分数为92.3%. 为什么下面这种不行呐