数控车G71和G70的区别.数控车床法兰克系统G71是粗车循环,而G70是精车循环,我想问下,在G70后面的P和Q指定工
 获陈宝穆公证梦2022-10-04 11:39:541条回答
获陈宝穆公证梦2022-10-04 11:39:541条回答
数控车G71和G70的区别.
数控车床法兰克系统G71是粗车循环,而G70是精车循环,我想问下,在G70后面的P和Q指定工件的轮廓,它也是和粗车循环一样从棒料开始直至车成轮廓吗?是不是两者直接的区别就是G71走完循环之后会给精车留量,而G70最后走完就是最终的尺寸吗?还有,G71的循环里是不是只可以走直线,可以有圆弧吗?
数控车床法兰克系统G71是粗车循环,而G70是精车循环,我想问下,在G70后面的P和Q指定工件的轮廓,它也是和粗车循环一样从棒料开始直至车成轮廓吗?是不是两者直接的区别就是G71走完循环之后会给精车留量,而G70最后走完就是最终的尺寸吗?还有,G71的循环里是不是只可以走直线,可以有圆弧吗?
已提交,审核后显示!提交回复
共1条回复
 雪村的vv 共回答了20个问题
雪村的vv 共回答了20个问题 |采纳率85%- 精车循环就是最后一刀,和图纸的轮廓一样的尺寸.g70中的p是起始段序号q是结束程序段序号,g70只有一刀,就是最终尺寸的那刀.区别是G71是通过多次仿形轮廓粗加工去除余量,留下指定的余量;G70加工一次最终轮廓到尺寸.G71可以加工直线,斜线,圆弧,但只能是一个封闭的,循序渐进的轮廓,不能断开或过切.
- 1年前
相关推荐
- 请问下 数控车圆锥,知道一端大小比如大端50,锥度30,长40,用科学计算器怎么算小端直径?最好能详细点公式写下,
febwater1年前1
-
rocjoe 共回答了17个问题
|采纳率76.5%利用三角函数求解.
首先,这是正切函数关系,详解初中数学三角函数知识点.
锥角是30°
即,Tan30°=大端与小端单边长度 /40,已知Tan30°≈0.577(这个可以用科学计算器算出)
解出的大端与小端单边长度的值(23.08)
所以小端直径是:50-(23.08*2)=3.84
这是最基础的解答详情.1年前查看全部
- 一台6280的数控车,长度一米五,在四装一根直径110毛坯圆钢长度五百.然后开机加工,一台6280的数控车,长度
一台6280的数控车,长度一米五,在四装一根直径110毛坯圆钢长度五百.然后开机加工,一台6280的数控车,长度
我有一台6280的数控车,长度一米五.我想把车床床头箱加高100毫米.在没加高以前,在原来车床四爪上装一根直径110毛坯圆钢长度五百.然后开机加工,把外圆精加工好,停机,用百表座固定在大拖板上,百分表表头接触已加工的侧表面,手轮移动Z轴,观察到五百长度之内,百分表读数误差0.015毫米.移动百分表座把表头接触刚精加工外径的上面.然后移动Z轴.床头箱这头读数按低0.12,把精加工好的圆钢不动,然后记下读数.把机床电关了.然后把床头箱垫高100毫米,刀架垫高100毫米,重新按上面的读数调整一样,这样车床主轴和导轨是否跟以前一样准确(即平行)?
装在四爪上以加工好的圆钢如果碰撞或移位了,重新用百分表校正两点圆,在0.01毫米以内,再按照上面的读数调整准确
我这台数控车床已经用了两年了.这个方法是否可行?lovefoere1年前1 -
zgq2010 共回答了13个问题
|采纳率92.3%你的方法是可行的,但是其性能会有所降低,不能加工细长轴,只适应做直径大,长度短的工件.1年前查看全部
- 数控车用白钢切断刀切断40MM铝件为什么会经常蹦刀,注:我是用G75切的,有退刀R0.3 P1000 F0.04
数控车用白钢切断刀切断40MM铝件为什么会经常蹦刀,注:我是用G75切的,有退刀R0.3 P1000 F0.04
转速S400怕羞的男人1年前1 -
wumzi 共回答了17个问题
|采纳率82.4%我只知道选择数车使用的刀片,不知道白钢刀在切削铝件的合适的切削速度是多少!感觉你写得还是比较慢的.
既然是切断那切削至不同直径大小时的线速度不是恒定不变的,直径越小转速越高,请使用G50G96线速切削,在快切至工件中心时把转速降低75%.
铝件的切削速度比钢高很多,选择充足合适的切削液非常重要,G75直接切到底也不好,左右切宽一点再切断方便铁屑排出,也是保护刀尖.1年前查看全部
- 数控车中 g71 u r g71 p q u w 在车内孔时候u为什么是负值?我觉得俩个u都是负值啊?希望得到大家的帮
数控车中 g71 u r g71 p q u w 在车内孔时候u为什么是负值?我觉得俩个u都是负值啊?希望得到大家的帮
w 我想知道为什么!voke1年前1 -
狗头uu 共回答了17个问题
|采纳率88.2%第一行的U是代表吃刀量(工作的时候是要切削工件是绝对值变化,绝对值没有负值),第二行的U是代表余量(以为内孔的余量是向负向增加的所以是负的).1年前查看全部
- 数控车圆弧有几种编法
江南徐1年前1
-
webxq 共回答了25个问题
|采纳率84%大类是2种.
一、用普通指令G02和G03编程.其中又可以分为2种:
1、用R编程.
2、用I、K编程.
二、用宏程序编程.
用很短的线段拟合圆弧轮廓,这种编程都需要用圆的方程式.
手机提问请点击右上角的“采纳回答”按钮.1年前查看全部
- 980td数控车 G98 和G99的F指怎样换算
980td数控车 G98 和G99的F指怎样换算
G99的F0.3--0.5 等于G98的F多小?
F0.01--0.1又等于多小?JIUFA4091年前1 -
rurufei85 共回答了20个问题
|采纳率90%G98 每分钟进给
G99 每转进给
一般数控车指定 G99 每转进给 f=0.2 mm/转 车削工件转速=n 单位:转/分钟
G98 每分钟进给 F=f*n mm/分钟1年前查看全部
- 关于金工实习网络化制造——数控车实习报告的作业,高分悬赏~~~正确率高的再加分~~~
关于金工实习网络化制造——数控车实习报告的作业,高分悬赏~~~正确率高的再加分~~~
一、判断题
1.G00的运动速度不能用程序改变,但可以用倍率开关改变.
2.数控车床在急停复位后不需要重新回零.
3.工件的定位也就是工件的夹紧.
4.轮廓控制方式包含点位和直线功能,它只能控制刀具运动的终点位置.
5.数控车床的控制核心是伺服驱动单元.
二、选择题
1.在数控车床加工过程中某个轴出现超程,取消报警后应该()
A.按急停按钮 B.按复位键 C.按反方向运动键 D.关闭电源
2.零件轮廓中各几何元素间的联结点称为()
A.交点 B.节点 C.基点 D.切点
3.数控车床编程时,指定主轴转速为中速档位的是()指令.
A.M43 B.M03 C.M42 D.G42
4.某一段程序 N60 G00 X100 Z10;N80 G01 W-50 F0.2; N90 U30;
执行完N90程序段之后,机床到达工件坐标系中的位置为()
A.X=100,Z=-50 B.X=115,Z=-40 C.X=130,Z=-40 D.X=130,Z=-50
5.数控车床在模拟运行程序时,必须按下()禁止刀架的进给运动.
A.禁止按钮 B.机床锁按键 C.进给保持按钮 D.模拟运行按钮
三、问答题
1.什么是CAD/CAM自动编程,写出你所知道可以完成自动编程的软件名称.
2.简述图形交互式自动编程的基本步骤.gczhuang1年前3 -
sczjb411 共回答了22个问题
|采纳率100%一、判断题
1、错
2、对
3、错
4、错
5、错,是数控系统
二、选择题
1、C
2、B
3、C
4、C
5、D
三、问答题
1、CAD是计算机辅助制图
CAM四计算机辅助制造
2、通常用到的自动编程的软件有 master cam 、 ProE、UG1年前查看全部
- 数控车锥度螺纹 那个锥度怎么算?给一个公式,比如大头20小头10.长度15 是1比10的螺纹
恰恰乖乖1年前1
-
落衫姬 共回答了19个问题
|采纳率84.2%兄弟,你这个比例不对吧?
按你的说法:大头20小头10.长度15 ,锥度比应该是20-10/15=10/15=1/1.5,即1比1.5嘛?
再按你说的,1比10的螺纹,长度15 ,那么直径差应该是1.5,大头20小头应该是18.5;小头10大头应该是11.5嘛?
如何?要不然把你的图纸传上来,把你用的系统告诉我,我编给你瞧瞧!1年前查看全部
- 数控车铝精车余量单边0.05之0.1缠屑,0.3之0.5断屑时容易砸伤,我转速在1200之1800用金刚石0.
数控车铝精车余量单边0.05之0.1缠屑,0.3之0.5断屑时容易砸伤,我转速在1200之1800用金刚石0.
本人已试过下面两种方法不行,铝件表面还是容易拉伤!(表面要求较高)求大神们出高招指点!禁修齐治平1年前0 -
共回答了个问题
|采纳率
- 数控车圆弧和锥度之间的连接有什么计算方法
数控车圆弧和锥度之间的连接有什么计算方法
我想知道怎么计算 是用什么公式算出X Z的变量
伤心的骷髅1年前1 -
永远LOVE你 共回答了23个问题
|采纳率91.3%三角函数,一般两者是相切的,假设一个圆心点作到两者交点的连线,则此线必垂直与直线,根据已知量作辅助线,通过这些条件运用三角函数足够求出你要的X或Z坐标1年前查看全部
- 数控车(不车圆弧时)为什么也显示说:起点半径与终点半径超过规定值?
数控车(不车圆弧时)为什么也显示说:起点半径与终点半径超过规定值?
很简单一个车轴的程序,自动运行到第六行(我标注了XXXXXXXXXXXXXXXXXXXXXXXXXXXXX)就显示#20 起点半径与终点半径之差超过规定值.第六行这只是一个直线啊!哪来的半径?
程序如下:
N10 G00 X80.Z2.;
N20 M03
N30 G01 Z-100.;
N40 G01 X100.;
N50 G00 Z2.;
N60 G00 X60.;(XXXXXXXXXXXXXXXXXXXXXXXXXXXXXX)
N70 G01 Z-60.;
N80 G02 X80.Z-70.;
N90 G00 Z2.;
N100 G00 X40.;
N110 G01 Z-40.;
N120 G01 X60.;
N130 G00 Z2.;
N140 G00 X10.;
N150 G01 Z-10.;
N160 G02 X0.Z0.R10.;
N170 M05;
N180 G00 X50.Z50.;雨桐小桐1年前1 -
linxuxyhc 共回答了23个问题
|采纳率91.3%N80 G02 X80.Z-70是这段报警,因为系统都是提前预读几段程序的,有问题就报警才能避免出错.因为你没有给R值所以就报警了,而且后面跟的G00 Z2.这样也不行啊.还有很多问题比如N140到N160这段怎么看不懂是什么形状呀,感觉编的不对,整段程序也没进给,会撞车的,你再好好看看1年前查看全部
- 急 24度锥度比是多少?我想用数控车一个锥度24的,不知道程序怎么编,这个度数怎么算啊24度的锥度比是多少啊?
我本浪漫20001年前2
-
沙沙谈 共回答了20个问题
|采纳率100%1比2.352315,程序可以按这个来编,1年前查看全部
- 数数控车锥度知道大头直径和小头直径还有锥度.怎么计算长度?
数数控车锥度知道大头直径和小头直径还有锥度.怎么计算长度?
我知道大头直径是5.小头直径是3.锥度是30度.我怎么计算这个锥度的长度?又怎么计算?
总长40.小头3.大头5.锥度30度.怎么车出那个锥度.帮忙编出来更好,hh的上帝1年前1 -
shine_li 共回答了23个问题
|采纳率95.7%锥度是指圆锥的底面直径与锥体高度之比,如果是圆台,则为上、下两底圆的直径差与锥台高度之比值(5-3)X=21.732 根号3=1.732 求出长度为1.732 根据三角函数算就行1年前查看全部
- 内孔圆柱怎么加工呢?45钢,数控车,我先用内孔车刀车内孔,但是圆柱直径10,长度10的不知用什么刀加工?
内孔圆柱怎么加工呢?45钢,数控车,我先用内孔车刀车内孔,但是圆柱直径10,长度10的不知用什么刀加工?
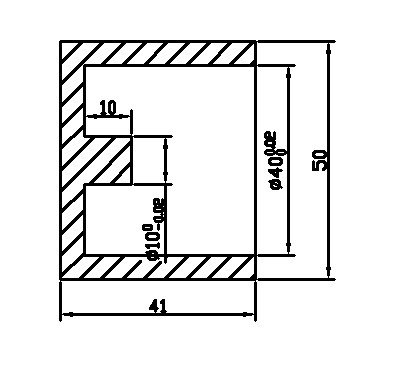
请高手具体明点,可以写出具体型号吗cinema6091年前1 -
锦衣少年 共回答了25个问题
|采纳率88%先车好 -31内孔,再用端面槽刀挖:带岛.其实你可以把它看成是一个简单的端面槽就很简单的.希望可以帮到你1年前查看全部
- 数控车,G90车外圆单一循环,刀具运动过程,疑问?
数控车,G90车外圆单一循环,刀具运动过程,疑问?
G90 …单一车削外圆指令
如下:
G00 X102.Z2.M8;
G90 X100.Z-25.F0.2;
X98.0;
X96.0;
刀具运动过程如下:
1.x05依G0速度在X102.Z2.处定位,并开水.
2.x05依G0速度快速移动到X100.Z2.处.(此处,到底是走G1,还是G0)
3.x05依G1速度切削外圆至X100.Z-25.0处.
4.x05依G1速度移动到X102.Z-25.0 处,然后G0退回至X102.Z2.处.(切削完,上来,是用G0,还是用G1速度?)
5.x05依同样的动作切削下一段外圆X98.0,每次切削完毕,返回到X102.处,而不是上一个X值,例如,切削完X96.返回的是X102.处,而不是上一刀X98.0处.(这样说,是不是,每切完一刀都G1速度到X102.那样岂不是很慢?)
期待,数控师傅指点,我只是想搞清楚,刀具的每一个动作,虽然没什么用,但心里不清楚,仍觉得遗憾.你们的回答!巨人的JB1年前1 -
pppppppp1 共回答了21个问题
|采纳率95.2%你说的很对.这个指令本来就很慢,空刀太多.1年前查看全部
- 数控车精加工余量比留的余量少了怎么给刀补
gdf热忱1年前1
-
oushiza 共回答了21个问题
|采纳率81%你可以改你的精加工余量就是了,剩多少就改多少,或者你可以改磨耗1年前查看全部
- 数控车锥度螺纹 大端Φ 35小端Φ32锥体长20 牙长16mm让刀3mm 其中锥体长是锥体高还是斜面长?
数控车锥度螺纹 大端Φ 35小端Φ32锥体长20 牙长16mm让刀3mm 其中锥体长是锥体高还是斜面长?
牙长是指的哪里?有效螺纹长度又值得哪里?G92的收刀点直径:锥体收点端直径+锥度比例值x(锥体长度—有效螺纹长度)—2x牙高
是怎么算出来的?
锥体长,怎么可能比有效螺纹长度大啊orc_ray1年前1 -
ninihong 共回答了21个问题
|采纳率81%锥体长20 指的是垂直距离 牙长16mm从螺纹起点到终点长16 让刀3mm是 螺纹终点后游3MM的退刀距离 应该是一个3MM的退刀槽,1年前查看全部
- 数控车车端面不平,光洁度不好数控车床车直径125长25用机夹刀W型0.4尖车端面共0.5的量800转进给0.12端面车到
数控车车端面不平,光洁度不好
数控车床车直径125长25用机夹刀W型0.4尖车端面共0.5的量800转进给0.12端面车到50左右开始不平光洁度不好有时起台?有时干其它活也是越往圆心车光洁度越不好?请各位师傅指教,
400至800转都试过.余量0.1-0.2光洁度更不好.如用恒线速那是多少?wawayy1年前1 -
飘叶寻梦PY 共回答了19个问题
|采纳率89.5%不知道工件是什么材料?直径125长25的工件1300左右转是很好的切削速度 不仅效率高而且光洁度也会很不错,如果你的工件是45#的话端面光洁度不理想是很正常的事.G96的话 无非也就是越靠近圆心转速越快而已.还有的是因为是机夹刀头 刀具肯定是不够锋利的 刀具离圆心越近相应的转速越慢从而使刀具吃削越钝,如果你愿意的话可以自己磨一把外圆刀试试.
希望对你有所帮助!1年前查看全部
- 数控车 圆弧加工时 半径R符号的判断,按书本的意思,圆心角超过180度时,用 -R 表示,(前置刀架) 这个圆心角是 看
数控车 圆弧加工时 半径R符号的判断,按书本的意思,圆心角超过180度时,用 -R 表示,(前置刀架) 这个圆心角是 看Z轴下方(只看X正方向)圆弧的圆心角大小吗?acernotebook1年前2
-
t1j2y3 共回答了16个问题
|采纳率100%车床编程是对成的,你编程45度圆的时候,切出来的是个半圆嘛!你编程180度的时候不就切出来一个整圆了吗,但一般车床上不切整圆的.所以在车床上编程时是用不到超过180度的圆弧的,也就涉及不到-R了.
如果是在铣床有可能会用到—R的.
切圆的时候是系统的插补计算,它是要建立在一个插补平面上的,你要是光看一个轴的话,那是建立不起来平面的(因为一天线是够不成一个平面的),相交的直线才能构成一个平面(构成平面的条件有很多,但车床上的XZ就相当于俩条直线).X轴、Z轴这俩条直线所在平面就是插补平面.1年前查看全部
- 数控车中 g71 u r g71 p q u w 在车内孔时候u为什么是负值?我觉得俩个u都是负值啊?
数控车中 g71 u r g71 p q u w 在车内孔时候u为什么是负值?我觉得俩个u都是负值啊?
w 我想知道为什么!南瓜就是南瓜1年前1 -
结算员 共回答了18个问题
|采纳率77.8%第一个U是吃刀量(半径值)不分正负,第二个U是留的余量,分正负,朝直径大的方向(如车外圆时)留余量U为正值,相反,朝直径小的方向留余量(如车孔时)U为负值1年前查看全部
- (从夹具、加工工艺方面考虑)毕业论文啊,数控加工零件的装夹就是数控车零件的装夹,从夹具、加工工艺方面考虑
kathyishappy1年前1
-
nono1003 共回答了15个问题
|采纳率100%能详细一点吗?
加工中心 单件生产是不用考虑的
数控铣 数控车 数控折弯 都不一样的
你一篇论文全部涵盖?
建议你 从某种加工方式下手 比较普通和数控的差异
加工精度、成本、零件的运用场合 等
比如成本 ——产量达到多少 使用数控 以及专用夹具有优势 反之 应该用普通加工1年前查看全部
- 数控机床的轴数是如何规定的?人们常说的数控铣,数控车是几轴的,机床的轴数划分的标准是什么?数控机床的型号是如何规定的?我
数控机床的轴数是如何规定的?
人们常说的数控铣,数控车是几轴的,机床的轴数划分的标准是什么?
数控机床的型号是如何规定的?我知道老床子如C620,指的是车床类,卧式,最大回转直径200MM,那么数控机床是如何分类的?conanzhangz1年前8 -
gfc1683 共回答了22个问题
|采纳率86.4%数控机床轴数的划分的确是轴根据联动情况来划分的,但这个毕竟只是一个定义,实际生产中我们需要灵活性.数控铣床一般3轴,车床一般2轴,其它轴是根据工厂针对加工零件的需要让机床生产厂家配上去的.如加工中心配A B 旋转...1年前查看全部
- 数控车锥度怎么算20大头30度角怎么算小头15的长度最好给个算法谢谢了
数控车锥度怎么算20大头30度角怎么算小头15的长度最好给个算法谢谢了
谁能直接给用上面数字算出来zhujary1年前5 -
fighter2005 共回答了25个问题
|采纳率96%正切tan15度=20-15/2:长度.可以计算出长度=2.5/0.268=9.31年前查看全部
- 数控车圆弧车圆弧时,是不是只有圆弧直径大于零件两点间直线距离才能车出来圆弧,小了会出现什么情况呀?
那一夜的清风1年前1
-
xieenigng 共回答了16个问题
|采纳率93.8%是的,只有在圆弧直径大于或等于两点间的直线距离时才可以车圆弧
小了圆弧就接不上
这里还有一个前提就是都在X轴的同侧1年前查看全部
- 数控车G71外圆粗加工循环,第一刀是从快速定位开始算(G0 X32.Z5.),还是从X(G1X30.;Z0.;)的最大值
数控车G71外圆粗加工循环,第一刀是从快速定位开始算(G0 X32.Z5.),还是从X(G1X30.;Z0.;)的最大值开始算呀?linxiaolin20081年前1
-
毒舌的栎迷 共回答了14个问题
|采纳率92.9%G71之前的位置.如果你之前定位的是32就是321年前查看全部
- 数控车不锈钢件内孔 工件前五分之三内径60 后五分之二内径30 刀具为机夹刀 懂的大侠帮忙指点一二
数控车不锈钢件内孔 工件前五分之三内径60 后五分之二内径30 刀具为机夹刀 懂的大侠帮忙指点一二
进给量、切削深度 主轴转速多少合适 谢谢
q8q61年前1 -
740828 共回答了22个问题
|采纳率90.9%s500`600 F70~80 吃刀量单边1MM
后面的内径30 S700 F100 单边吃刀量1MM1年前查看全部
- 广州数控车980TD怎样多把刀对刀?举例说明最好了!还有就是那个圆弧切槽刀是怎样的?
alex1581年前1
-
lipeng050 共回答了13个问题
|采纳率84.6%是一把刀要用到双刀尖么?例如T0205,说的就是第二把刀第五号刀补,就是直接把数据输入第五号刀补!还有圆弧刀对刀方法和别的刀一样,不过在刀补里输入U-刀的直经值W-刀的半经值!1年前查看全部
- 数控车车紫铜电极用机架刀好还是用合金刀好?
数控车车紫铜电极用机架刀好还是用合金刀好?
请告诉指点下,用机夹刀车紫铜电极就可以知道圆弧角是多少的,如果用合金刀的话是用手磨的,那在车斜度和圆弧的时候能用到不吗以及用的话该用多少的刀尖半径,希望告诉帮我解答3795141771年前1 -
尖锐的xx 共回答了18个问题
|采纳率83.3%手磨刀好,锋利1年前查看全部
- Fanuc数控车基准刀问题FANUC数控车床怎么设基准刀?操作方法是什么?最好指出两种对刀法(基准刀对法,每把单独对法)
Fanuc数控车基准刀问题
FANUC数控车床怎么设基准刀?操作方法是什么?最好指出两种对刀法(基准刀对法,每把单独对法)的区别在哪里?【操作上的区别?】使用哪个好?终结孤单20081年前1 -
jiangsudianli 共回答了17个问题
|采纳率82.4%基准刀方便,对一把刀其他刀系统会自动对其进行偏移.基准刀选定,有的系统设定,有的没有随便你定,但我们习惯外援车刀作为基准刀,基准刀在工件移里对,其他刀具的Z方向偏移直,几乎都是各自刀具伸出的长度,1年前查看全部
- 数控车G71第一刀的问题,发那科系统
数控车G71第一刀的问题,发那科系统
数控车G71的一个疑问?发那可系统 请朋友们告诉我G71粗车第一刀时X绝对坐标值在机床面板上显示多少?程序如下:G0 X160.Z2.M8; G94 X23.Z0.05 F0.6; G0 X158.Z1.0; G71 U1.R0.5 F0.7; G71 P11 Q22 U0.06 W0.03; N11 G0 X150.; G1 Z-23.0; N22 X157.; G0 Z2.; X200.Z200.M9; M1; 请选择:A.155.0 B.155.06 C.156.0 D.156.06wjsw801年前1 -
yuxiangyun 共回答了21个问题
|采纳率100%D 156.061年前查看全部
- 数控车G54指令怎么设立坐标系啊.怎么偏移机床坐标系 我先对刀,把工件坐标系原点机床坐标在MDI方式下输入
数控车G54指令怎么设立坐标系啊.怎么偏移机床坐标系 我先对刀,把工件坐标系原点机床坐标在MDI方式下输入
G54 X-Z- 中,为什么等运行时候坐标没偏移呢
之前车一个工件三把倒都对好了 ,接下来换一个长工件,我想在坐标系里对一把精车刀,其余就不用对刀 了 怎么设立坐标系啊 g54kanpoonpwk1年前1 -
Ice宠 共回答了19个问题
|采纳率100%任意选择其中一把刀设是T101,将刀试车一下端面.翻到MDI方式,输入T101,先运行一下刀具号.然后再输入T101 G50 Z0 运行.这个时候所以刀具的Z向零点都移到试车端面的位置1年前查看全部
- 数控车中一个已知的大外圆和角度,怎么计算小外圆
数控车中一个已知的大外圆和角度,怎么计算小外圆
假设大外圆为30MM长度为13MM单边角度为8度怎么计算它的小外圆,跪求高手大哥指点!!!!左手握右手1年前3 -
petrel2902 共回答了21个问题
|采纳率76.2%用到三角函数,把要去除部分当作一直角三角形,角度8,一邻边13mm,求8度的对边高度.
对边高度=tan8°*13=1.827mm
把大外圆直径30mm减去两个1.827mm=小外圆26.346mm
如果能用CAD作图,那就太方便了.1年前查看全部
- 数控车锥度知道大头直径和小头直径还有锥度.怎么计算长度?
数控车锥度知道大头直径和小头直径还有锥度.怎么计算长度?
我知道大头直径是32小头直径是16锥度是15度我怎么计算这个锥度的长度?如果他给的是锥度是1:5又怎么计算?zhangqianyuok1年前1 -
我的手机没电了 共回答了21个问题
|采纳率90.5%(32-16)*2*tan7.5 等于61.069 如果1/5 (32-16)*2*(0.5/5) 等于80
楼上显然把锥度和斜度搞错了,斜度7.5度锥读为15度.1年前查看全部
- G71指令用法,数控车我编了个程序,在模拟软件上试用了,怎么粗镗就一刀?程序如下.../G00 X50 Z1/G71 U
G71指令用法,数控车
我编了个程序,在模拟软件上试用了,怎么粗镗就一刀?程序如下
...
/G00 X50 Z1
/G71 U2.5 R1
/G71 P10 Q20 U-3 W0
/N10 G00 X68.5 Z1
/G01 Z0 F150
/G01 X65 Z-3 F60
/N20 X-116 F200
/G70 P10 Q20
/G00 X150 Z150renwenheng1年前1 -
pestkiller 共回答了25个问题
|采纳率84%第一,每个程序段前不要加斜杠/,斜杠是程序跳跃符号,机床遇到斜杠会此程序段跳过去而不执行.
第二,你的第二个G71段G71 P10 Q20 U-3 W0 没有F值.
第三,你的N20段 N20 X-116 F200 ,里面的X值 x-116.过小可能会产生报警或过切.将值修改至合适的数值,一般和起点的值一样,最小不会小过0的.
将以上修改后你再试试1年前查看全部
- 请问下在用数控车车削有圆弧连接零件图的时候要计算坐标的用三角函数计算该如何计算!举例说明下!
mnbvcxz1551年前1
-
西门卖面 共回答了15个问题
|采纳率93.3%首先自己要回做辅助线啊这个初中的文化应该差不多吧 计算节点无非就是给角度了基本就是三角函数其他的自己判断主要是要自己会找辅助线不排除还有其他公式啊 现在工厂做活简单的手动编程难的特别是有圆弧过渡的曲面等负责的都是电脑绘图然后电脑算点或者直接生成程序1年前查看全部
- 这台数控车这个我怎么算额定功率啊.
大涯1年前1
-
zhang1995 共回答了21个问题
|采纳率85.7%这个机器视在功率是30KVA,假如功率因数是1的话(实际上不可能为1, 1是理想值),那么它的最大功率是30KW.要是功率因数是0.8的话,它的功率就是24KW.1年前查看全部
- 数控车对刀问题假如加工一个零件用4把刀,每把刀都要试切工件,那么到最后一把刀对刀的时候,毛坯的Z向和X向的零点会不准么
hyz_781年前1
-
軚姊飝 共回答了17个问题
|采纳率100%对刀是以第一把刀为基准,试切对刀,后面几把刀的Z向都在这个基础上的,只试切X向尺寸.所以不会有影响的.1年前查看全部
- 数控车:我要车个60度的顶尖,要怎么算?三角函数我不懂~画图我不会,还有别的方法吗?
HAITIANYICE1年前1
-
jyi1d 共回答了24个问题
|采纳率91.7%最大直径是其长度的 1.1547 倍数.比如你要车的顶尖长度是30MM 起点直径0MM 顶尖直径就是 30*1.1547=34.641MM
反之 你要车直径50的顶尖 其长度就是43.3MM (50/1.1547=43.3 )1年前查看全部
- 数控车的干涉角怎么用能给予详细说明将是感激不尽!
数控车的干涉角怎么用

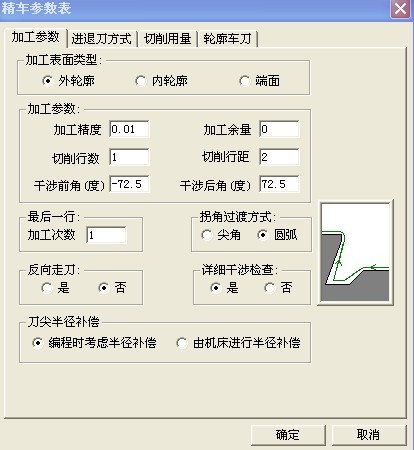
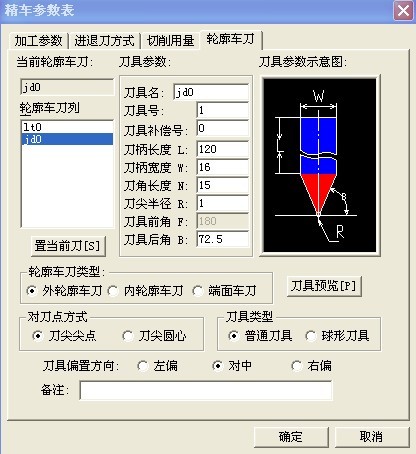
能给予详细说明将是感激不尽!飛凡1年前2 -
clm_o 共回答了22个问题
|采纳率86.4%你这是CAXA,
很容易理解,就是指你车凹槽时,不是所有角度的刀具都能车的,是吧.凹槽深度角度不同,对车刀副偏角要求也不同的.副偏角小于工件槽的角度时,刀具就进不去,也就是刀具碰工件了,这就是干涉.
CAXA中,说的刀具角度一个名称是不对,但不影响软件的使用,他说的刀具后角指的就是刀具副偏角.
另外,这个软件有帮助说明书.你可以看看.1年前查看全部
- 数控车圆锥长度计算公式:大经:21.6,小经:15:锥度37度,求圆锥长
sq_steven1年前1
-
俊兰 共回答了23个问题
|采纳率95.7%37.151年前查看全部
- 数控车坐标系偏移疑问把G54里Z的数值由0改为-0.1,会使工件变厚还是薄0.1很对,一楼的朋友!
EILLA1年前1
-
君寒 共回答了27个问题
|采纳率96.3%这样的话,你的所有刀,都进去了0.1,所以变薄了1年前查看全部
- 数控车圆弧,程序如下,G01 X 38.5;Z0. ;G02 X47. Z-3.1 R4. F0.15; 请问,程序中的
数控车圆弧,程序如下,G01 X 38.5;Z0. ;G02 X47. Z-3.1 R4. F0.15; 请问,程序中的R4.是怎么算出来的
高度和弦长都不知道,麻烦高手说下具体的步骤和计算公式,比如先算什么,公式是怎么样的,谢谢各位了,急啊,为爱dd心1年前1 -
try004 共回答了25个问题
|采纳率88%R4是按图纸要求,与X,Z没关系.1年前查看全部
- 在数控车中,进给速度的选择大家用G98的多还是G99的多呢?如题
在数控车中,进给速度的选择大家用G98的多还是G99的多呢?如题
在数控车中,进给速度的选择大家用G98的多还是G99的多呢,两者在实际的使用中,哪种比较好用呢?[s:38]我披蓑衣任烟雨1年前1 -
小朵睡了 共回答了17个问题
|采纳率94.1%我觉得应该逐渐改用每分钟进给,因为最初用普通车床上依靠齿轮传动只有每转进给,每分钟进给是数控机床上才有的.如果采用每转进给时,进给量中的小数点忘写了,后果不堪设想.并且现在好的数控机床的主轴转速都达到上万转了,每转进给的数值就太小了. 查看原帖1年前查看全部
- 数控车怎么计算30度的倒角.已经知道Z向为4毫米,如果倒一个30度的角,那么X向应该走多少呢,说的清楚了加分,一定要说清
数控车怎么计算30度的倒角.
已经知道Z向为4毫米,如果倒一个30度的角,那么X向应该走多少呢,说的清楚了加分,
一定要说清楚是怎么计算出来的xuhailin20041年前3 -
z_kun1030 共回答了20个问题
|采纳率90%X=Z*TAN(30)*2(直径编程)=4.619
直角三角形角对边直角边除以相邻直角边的值是角的正切值.
数控车按直径编程,所以要乘以21年前查看全部
- 我想问一下,数控车锥度螺纹怎么编程,1::16的锥度,长度为19.5,11.5的螺牙,大圆直径33.9.
我想问一下,数控车锥度螺纹怎么编程,1::16的锥度,长度为19.5,11.5的螺牙,大圆直径33.9.
数控车编程,锥度螺纹rrgg1年前1 -
yhaohao 共回答了20个问题
|采纳率90%用G92啊,加R1年前查看全部
- 数控车怎样建立G54-G59坐标系
changtianxu1年前1
-
江畔寒风 共回答了30个问题
|采纳率86.7%把刀具所处的位置的机械坐标系下的数值输入G54~G59坐标系下 那么那个位置就是G54~G59下的0,0点1年前查看全部
- 数控车切槽震刀外圆直径一般都在90~250之间,长度60~150我在切外槽的时候一直震刀,是新机床.旧机床都不震.F0.
数控车切槽震刀
外圆直径一般都在90~250之间,长度60~150我在切外槽的时候一直震刀,是新机床.旧机床都不震.
F0.06~0.1,刀宽3MM.S300~500,由于产品的光洁度1.6必须达到,所以在切完后又横着带了一刀{余量5~10丝},此时S升到600~800之间的时候就开始发震,我把S降至200的时候不震,但是光洁度太差.刀具已经装到了最短,中心高调高点低点都不行,连刀杆我都换了3把了.这到底是什么原因.现在我开始怀疑机床的主轴有问题,
我忘了一点没有说,就是在切内槽的时候不震刀czhongqing1年前1 -
翠袖翩翩 共回答了19个问题
|采纳率89.5%你的怀疑十分正确,是主轴的轴承质量不行.十年经验,不用致疑.1年前查看全部
大家在问
- 1英语单选题求助!Don't stay here along.Please come to ____ our discus
- 2圆周运动的题目.轻绳拴着质量为m的小球在竖直面内做圆周运动绳长为L圆心离地面的高度为2L 1:若小球在最高点的拉力等于重
- 3一道费解的英语选择题Keep away from such person ( ) will do you no good
- 4是不是5个元音字母在单词中一定发本身的音?什么时候元音会在单词中发本身的音 你能总结规律吗?
- 5某一条多肽链内共有太键109个,则此分子中含有的——NH2和——COOH的数目分别至少为( )
- 6当m=-2n时,李伟同学求得代数式m^3+2mn(m+n)+4n^3的值为0,
- 7一个物体质量m=75㎏,以初速度V0=8m/s从B点出发沿倾角θ=37的斜坡向上自由滑行,已知物块上滑的最大距离为4m,
- 8who is Zoom talking to?
- 9几何画板操作——迭代和深度迭代操作到n=6,360/n=60
- 1020.6立方分米=多少升=多少毫升 1.8立方分米=多少升=多少毫升 80000毫升=多少升=多少毫升
- 11阅读文言文《赵普》。 普少习吏事,寡学术,及为相,太祖常劝以读书。晚年手不释卷,每归私第,阖户启箧取书,读之竟日。及
- 12英语翻译XandriaPurePure - like the wings of a doveSo pure - is t
- 13如图是利用天竺葵探究“绿叶在光下制造淀粉”的实验操作示意图,据图回答下列问题:
- 14你有一艘船,船上有13名船员,45名旅客,300吨货物,根据以上条件,请问船长多少岁?
- 15先约分,是假分数的化成带分数或整数48/36 90/54 60/84 21/35 24/84 51/68